射出成形におけるヤケ(焼け)の原因と対策

ヤケは、射出成形において成形品の表面に生じる、黒く焦げたような不良を指します。材料によっては白っぽくなるものもあります。これは、金型内の空気やガスが圧縮され高温になり、付近の樹脂を焦がすことで発生します。ヤケは、成形品の外観を損ねるだけでなく、製品の強度や機能性にも影響を与える可能性があります。ヤケを含む各種成形不良の発生メカニズムと対策は、成形不良カテゴリでも体系的に解説しています。ヤケは、成形過程で樹脂が金型内を流れる際に、ガスがうまく排出されないことで発生します。特に、金型のガスベントが不十分だと空気が圧縮され、高温になることでヤケが生じます。
ヤケの発生メカニズムは、金型キャビティ内の局所的な断熱圧縮が深く関与しています。樹脂が高速で金型内に充填される際、空気やガスが逃げ場を失い、急激に圧縮されます。この断熱圧縮によって局所的に高温が発生し、その熱エネルギーが樹脂の分解温度を超えると、樹脂が熱分解を起こし、焦げ付きが発生します。また、樹脂の滞留時間が長くなると、熱履歴が蓄積され、熱分解が促進されることもあります。特に、リブやボスといった肉厚の変化が大きい箇所や、金型の隅など、樹脂の流動性が悪くガスが溜まりやすい箇所で発生しやすい傾向があります。
ヤケは「焦げ」という見た目から材料不良と誤解されがちですが、実際にはガスの発生量そのものよりも、「どこでガスが発生し、どこで閉じ込められたか」が支配的になります。そのため、単に射出速度や温度を下げるだけでは再発しやすく、金型構造や成形プロセス全体を俯瞰した切り分けが重要になります。
実務でヤケを切り分ける際は、①ガスの発生源(樹脂分解・水分・揮発成分)、②ガスの逃げ道(ベント・合流部・袋小路)、③圧縮条件(速度・圧力・終盤挙動)の3点を分けて整理すると、場当たり的な条件変更を避けることができます。
実務では、ガス焼けが単独で発生するだけでなく、同じ製品内でシルバーストリークやショートショットが併発しているケースも少なくありません。このような場合、それぞれを別の不良として個別に対策すると、成形条件の調整がかえって逆効果になることがあります。
シルバー、ガス焼け、ショートショットが「別々の不良現象」に見えながら、実はガス排出不全(ベント不良)という共通の原因から派生していることを、物理現象の流れとして整理したコラムが
「シルバー・ガス焼け・ショートはなぜ同時に発生するのか?」 です。
ガス焼けを条件調整だけで追い込んで行き詰まっている場合は、これらの不良を横断的に捉え直す視点として、併せて参照してください。
ガス焼けの発生要因は一見すると複雑に見えますが、その本質は樹脂流動中に閉じ込められたガスの圧縮と急激な温度上昇にあります。
なぜガス焼けが発生するのか?射出成形におけるガス焼けの原因を徹底解説
では、断熱圧縮を中心とした物理メカニズムを起点に、成形条件・金型構造・材料特性の観点から発生原理を体系的に解説しています。
ヤケの発生原因
ヤケの発生原因は、大きく分けて成形条件、金型設計、材料特性の4つの要因に分類されます。それぞれの要因について詳しく解説します。
成形条件に起因する要因
射出速度の不適切さ
射出速度が速すぎると、空気が圧縮され、高温になることでヤケが発生します。特に、金型のガスベントが不十分だとこの現象が顕著です。
圧力の不適切さ
圧力が高すぎると、空気が圧縮され、高温になることでヤケが発生します。適切な圧力を設定することでヤケを防ぎます。
不適切な樹脂温度
樹脂温度が高すぎると、樹脂が過熱し、ヤケが発生します。特に、バレル温度が高すぎるとこの現象が顕著です。
不適切な背圧設定
背圧設定が低いまま計量すると混錬した樹脂に揮発したガスが巻き込まれ、結果的にヤケになります。
金型設計に起因する要因
ガスベントの不備
金型内のガスベントが不十分だと、空気が圧縮され、高温になることでヤケが発生します。ガスベントを適切に設計することでヤケを防ぎます。
ゲート設計の不備
ゲートが小さすぎると、樹脂の流れが制限され、空気が圧縮されやすくなります。ゲートの位置やサイズを適切に設定することで流動をスムーズにします。
金型の消耗
量産を重ねることによって金型が消耗すると、ガスベントがつぶれやすくなり、ヤケが発生します。定期的な金型メンテナンスが重要です。
材料特性に起因する要因
材料の吸湿性
吸湿性が高い材料は、成形過程で水分が蒸発し、ヤケが発生します。
成形プロセスに起因する要因
充填速度の調整
充填速度が速すぎると、空気が圧縮されやすくなり、ヤケが発生します。充填速度を適切に調整することでヤケを防ぎます。
温度管理
モールド温度や樹脂温度が不適切だと、ヤケが発生します。適切な温度管理が重要です。
ヤケの発生を防止する対策
ヤケを防止するためには、成形条件の最適化、金型設計の改善、材料特性の工夫が重要です。射出速度・背圧・温度管理を含む射出成形の加工プロセスの最適化については、加工カテゴリでも体系的に解説しています。
成形条件の最適化
射出速度の調整
射出速度を適切に設定し、空気が圧縮されないようにします。特に、金型のガスベントが不十分だと射出速度を下げることが有効です。
圧力の調整
圧力を適正に設定し、過度の圧縮を防ぎます。一般的に、圧力を低下させることでヤケを防ぎます。
樹脂温度の調整
樹脂温度を適切に設定し、過熱を防ぎます。特に、バレル温度を材料の推奨範囲内で設定することが重要です。
背圧設定
背圧を高くすることで、樹脂中のガスを効果的に除去し、ヤケの発生を防ぐことができます。
ただし、背圧が高すぎると、樹脂温度が上昇し、熱分解を促進する可能性があるため、適切な設定が必要です。
金型設計の改善
ガスベントの改善
金型内のガスベントを適切に設計し、空気が完全に排出されるようにします。特に、ガスベントのサイズを増やすことでヤケを防ぎます。
ゲート設計の最適化
ゲートの位置やサイズを適切に設定し、樹脂の流れをスムーズにすることでヤケを防ぎます。
金型のメンテナンス
金型を定期的にメンテナンスし、消耗を防ぎます。特に、ガスベントの詰まりを清掃することが重要です。
材料選定の工夫、その他の対策
材料の選定
吸湿性が低い材料を選び、ヤケを防ぎます。特に、再生材を多く使用すると吸湿性が低下します。
材料の乾燥
吸湿性の高い材料は完全に乾燥し、成形過程での水分蒸発を防ぎます。
ヤケ対策表
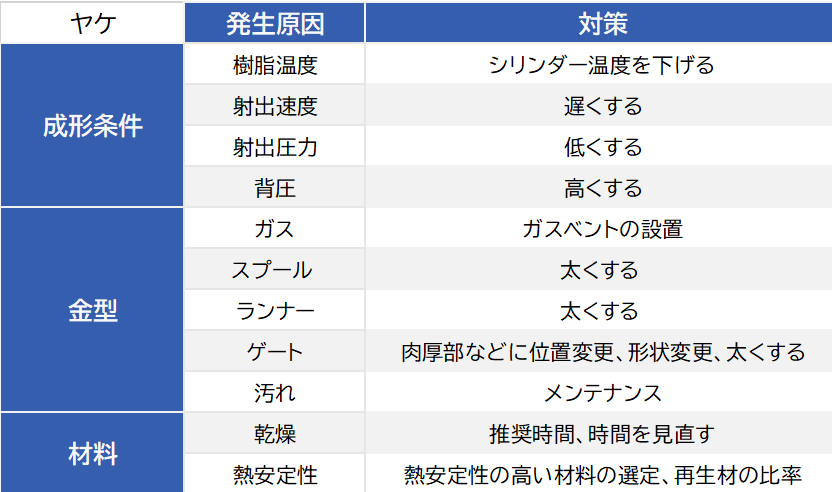
ガス焼け対策では、射出条件の調整だけでなく、ガスを滞留させない金型構造や設計上の工夫まで含めた総合的な検討が不可欠です。
射出成形 ガス焼け対策ガイド ─ 設計・金型・成形条件から考える改善手順
では、現場で再現性の高い改善策を、原因別・手順別に整理して体系的に解説しています。
まとめ
射出成形におけるヤケは、成形品の品質に大きな影響を与える不良の一つです。ヤケの発生原因を正確に把握し、成形条件、金型設計、材料特性の各要素に対する対策を講じることで、ヤケの発生を効果的に防止できます。当社では、長年の経験と高度な成形技術を活かし、高品質な成形品を提供します。特に、金型のガスベント設計や成形条件の調整が重要です。また、材料の選定や乾燥もヤケを防止する上で重要な要素です


関連コラム
