射出成形部品設計者のための金型完全解説(第1回):これだけは押さえる!金型の基本構造と品質への影響
射出成形は、複雑な形状のプラスチック部品を大量かつ効率的に生産するための主要な製造方法の一つです。そして、このプロセスの中心に位置するのが「金型」です。部品設計者の皆様が日々向き合っている製品の品質、コスト、そして生産性は、この金型によって大きく左右されると言っても過言ではありません。本シリーズでは、射出成形部品の設計に携わる皆様が、金型に関する知識を体系的に深め、より優れた製品開発に繋げていただくことを目的としています。第1回となる今回は、金型が射出成形プロセス全体の中でどのような役割を担い、製品の品質やコストにどれほど大きな影響を与えるのか、そして金型の基本的な構造について、より深く掘り下げて解説します。
金型の役割と重要性
金型は単なる「型枠」ではなく、射出成形プロセスにおける最重要要素の一つです。その役割と重要性を多角的に理解することが、金型知識習得の第一歩となります。
射出成形プロセスにおける金型の位置づけ
射出成形プロセスは、大まかに「型締め」「射出・保圧」「冷却」「型開き・突き出し」というサイクルで構成されます。金型は、この一連のサイクル全てに関与し、中心的な役割を果たします。まず、成形機によって金型がしっかりと閉じられ(型締め)、次に溶融したプラスチック樹脂が金型内部のキャビティと呼ばれる空間に高圧で射出され、形状が転写されます(射出)。その後、設定された圧力で樹脂を保持し(保圧)、金型内の冷却回路を通じて樹脂を効率的に冷却・固化させます(冷却)。最後に金型が開き、固化した成形品が突き出し機構によって取り出されます(型開き・突き出し)。このように、金型は樹脂を形作るだけでなく、成形サイクル全体のスムーズな進行と安定性を担保する基盤となるのです。
金型が製品品質に与える絶対的な影響
最終製品の品質は、金型の設計と製作精度に大きく依存します。例えば、寸法精度です。金型のキャビティやコアがミクロン単位で精密に加工されていなければ、成形品の寸法もばらつき、組み立て不良や機能不全を引き起こす可能性があります。特に嵌合部品や精密機構部品では、金型の寸法管理が製品の生命線となります。
次に外観品質です。製品表面の光沢、シボ模様、微細なテクスチャなどは、全て金型表面の仕上げ状態が転写された結果です。金型表面に傷や磨き残しがあれば、それはそのまま製品の欠陥として現れます。また、樹脂の合流地点に発生するウェルドラインや、ガスが抜けきらずに発生するガス焼けといった外観不良も、金型のゲート設計やガスベントの設計が不適切である場合に顕著になります。
さらに、強度などの機械的特性にも金型は影響します。不適切なゲート位置やランナー設計は、樹脂の充填パターンを乱し、製品内部に応力集中や配向の偏りを生じさせ、結果として製品の強度低下を招くことがあります。
金型が生産性を左右するメカニズム
金型は、射出成形の生産性、すなわち単位時間あたりにどれだけ多くの良品を生産できるか、という点においても決定的な役割を担います。最も直接的な影響を与えるのは成形サイクルタイムです。成形サイクルの中で最も時間を要するのは冷却時間であり、金型内部に効率的な冷却回路が設計・配置されていれば、冷却時間を短縮でき、結果としてサイクルタイム全体の短縮に繋がります。
また、不良率の低減も生産性向上に不可欠です。金型の設計が適切で、高い精度で製作されていれば、バリ(樹脂のはみ出し)やヒケ(表面の凹み)、ショートショット(樹脂充填不足)といった成形不良の発生を抑制できます。不良品が少なければ、材料の無駄や再検査・手直しの工数が削減され、実質的な生産性が向上します。スムーズな離型を実現する突き出し機構や、メンテナンス性に優れた金型構造も、ダウンタイムの削減を通じて生産性維持に貢献します。
金型コストの内訳と製品コストへの波及効果
金型製作には、設計費、材料費(特殊鋼など)、加工費(切削、放電加工、研磨など)、組立・調整費など、多岐にわたるコストが発生します。特に複雑な形状や多数個取り、高い耐久性が求められる金型の場合、その初期投資額は数百万円から数千万円に達することもあります。この金型コストは、製品の総生産量で割ることで、製品一個あたりの金型償却費として製品コストに組み込まれます。
しかし、初期の金型コストを抑えることだけに注力すると、長期的な視点では製品コストを押し上げる要因となり得ます。例えば、安価な材料や簡易な構造で金型を製作すると、金型の耐久性が低く、早期に摩耗や破損が生じる可能性があります。その結果、頻繁な修理やメンテナンスが必要となり、その間の生産停止による機会損失や追加費用が発生します。また、金型の品質が低いと成形不良が多発し、材料費の浪費や検査工数の増大、最悪の場合は市場クレームによる損失にも繋がりかねません。したがって、金型コストは、初期投資額だけでなく、金型の寿命、メンテナンスコスト、不良率、生産効率などを総合的に考慮したライフサイクルコストの観点から評価し、製品全体のコスト最適化を図ることが肝要です。
金型の基本構造と主要部品の機能
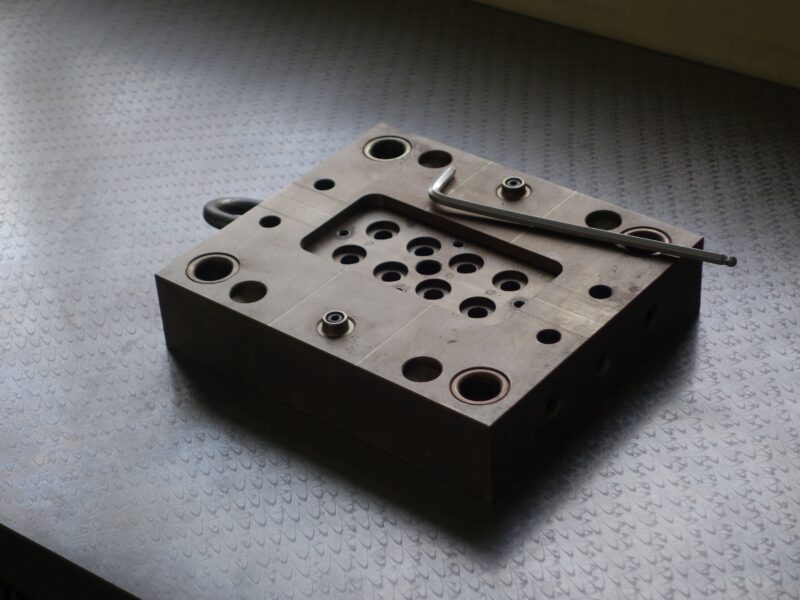
射出成形金型は、一見すると金属の塊のように見えますが、内部は多数の精密部品が複雑に組み合わさって構成されています。ここでは、金型の基本的な構造と、それぞれの部品が担う機能について、より詳細に解説します。
金型を構成するプレート群とモールドベースの役割
射出成形金型は、大きく分けて「固定側」と「可動側」の2つのユニットから構成されます。固定側は射出成形機の固定盤に取り付けられ、可動側は可動盤に取り付けられて型開閉動作を行います。これらのユニットは、複数の鋼鉄製のプレート(型板)を重ね合わせた構造になっています。
金型の骨格となるこれらのプレート群を総称して「モールドベース」と呼ぶことがあります。モールドベースは、キャビティやコアといった製品形状を形成する部品を保持し、射出圧力や型締め力といった大きな力に耐える剛性を持つ必要があります。代表的なプレートには、射出成形機のノズルが接触する「固定側取付板(トップクランピングプレート)」、スプルーブッシュを保持する「固定側型板(キャビティプレート)」、コアやエジェクタ機構を保持する「可動側型板(コアプレート)」、エジェクタ機構を支える「受板(サポートプレート)」や「スペーサーブロック」、そしてエジェクタピンを保持・作動させる「エジェクタプレート(上・下)」、成形機のエジェクタロッドと連結する「可動側取付板(ボトムクランピングプレート)」などがあります。これらのプレートが精密に組み合わされることで、金型全体の機能が発揮されます。
キャビティとコア:製品形状を創り出す精密加工技術
金型の中で最も重要な部品が「キャビティ」と「コア」です。これらは、金型が閉じた際に形成される空間(キャビティスペース)に溶融樹脂が充填されることで、最終的な製品形状を創り出します。
「キャビティ」は、主に製品の外観形状を形成する凹状の部品です。金型の固定側型板に直接彫り込まれることもあれば、入れ子(インサート)として製作され、型板に組み込まれることもあります。
「コア」は、主に製品の内面形状や穴、凹部などを形成する凸状の部品です。多くの場合、可動側型板に配置されます。
キャビティとコアは、設計図面に基づいて高精度な加工技術(マシニングセンタによる切削加工、放電加工、研削加工など)を駆使して製作され、最終的には手作業による精密な磨き仕上げが施されます。これらの部品の寸法精度、表面粗さ、合わせ精度が、そのまま成形品の寸法、外観、バリの発生などに直結するため、金型製作において最も技術力が要求される部分と言えます。
ランナーシステム:樹脂を効率的に導く設計思想(スプルー、ランナー、ゲート)
ランナーシステムは、射出成形機のノズルから供給された溶融樹脂を、圧力損失や温度低下を最小限に抑えながら、効率的にキャビティまで導くための通路群です。これは「スプルー」「ランナー」「ゲート」の3つの主要部分から構成されます。
「スプルー」は、射出成形機のノズルが直接接触する部分で、溶融樹脂が最初に金型内に流入する導入路です。通常、テーパー状の円錐形をしており、ノズルからの樹脂をスムーズに受け止め、ランナーへと導きます。スプルーの入口径やテーパー角度は、使用する樹脂の種類や射出量に応じて適切に設計されます。
「ランナー」は、スプルーから分岐し、各キャビティ(複数個取りの場合)または単一キャビティのゲート手前まで樹脂を運ぶ通路です。ランナーの断面形状(円形、台形など)や太さ、長さ、配置は、樹脂の流動性、圧力損失、冷却時間、材料ロスなどに影響を与えるため、慎重な設計が求められます。特に多数個取り金型では、各キャビティへ均等に樹脂が充填されるようにランナーバランスを考慮することが重要です。
「ゲート」は、ランナーの末端に位置し、キャビティへの樹脂の最終的な入り口となる狭い部分です。ゲートの役割は、樹脂の流れを制御し、充填後の逆流を防止し、製品とランナーを容易に分離できるようにすることです。ゲートの種類、サイズ、位置は、製品の外観(ゲート跡)、ウェルドラインの位置、反り、充填性などに大きな影響を与えるため、製品の要求品質に応じて最適なものが選定されます。
突き出し機構:成形品を確実に離型させる工夫(エジェクタピン、スリーブ、ストリッパープレート)
冷却・固化した成形品は、金型のキャビティやコアに収縮によって密着しているため、これを取り出すために突き出し機構が必要となります。代表的な突き出し部品とその役割は以下の通りです。
「エジェクタピン(突き出しピン)」は、最も一般的に使用される突き出し部品で、円筒状のピンです。金型が開いた後、エジェクタプレートの動きと連動して前進し、成形品の特定箇所を押して金型から離型させます。ピンの先端形状は、製品形状や材質に合わせて平坦、段付き、球面など様々です。ピンの配置や本数は、製品が変形したり、白化したり、突き破ったりしないように、バランス良く効果的に配置する必要があります。
「エジェクタスリーブ」は、円筒状の製品やボス形状の周囲を突き出す際に用いられる筒状のピンです。中心にコアピンが通る構造になっており、製品の円周部を均等に押すことができます。
「ストリッパープレート」は、薄肉の箱形状や深物製品など、エジェクタピンでは突き出しにくい製品や、突き出し跡を製品表面に残したくない場合に用いられます。製品の縁全体を囲むように配置されたプレートが、製品全体を均一に押し出すことで離型させます。構造が複雑になりコストも上がりますが、確実な離型と高品質な外観が求められる場合に有効です。
これらの突き出し機構は、エジェクタガイドピンによって案内され、スムーズかつ正確に作動するように設計・調整されます。
温度調整システム:高品質・高効率生産の鍵(冷却回路、加熱回路)
金型内の温度を適切にコントロールすることは、成形サイクルタイムの短縮、製品の寸法精度や外観品質の安定化、そして内部応力の低減に不可欠です。
「冷却回路」は、金型内部に設けられた水管などの通路で、ここに冷却媒体(通常は冷却水)を循環させることで、キャビティ内の溶融樹脂を効率的に冷却・固化させます。冷却回路の設計においては、キャビティ表面からの距離、回路の直径、配置(製品形状に沿わせる、均等に配置するなど)、冷却水の流量や温度などが重要なパラメータとなります。特に、製品の肉厚部や形状が複雑で熱がこもりやすい箇所には、集中的な冷却や特殊な冷却方法(例:バッフル板やスパイラルコアを用いた冷却)が検討されます。均一かつ迅速な冷却は、ヒケや反りの防止、サイクルタイムの短縮に直結します。
一方、一部のエンジニアリングプラスチック(例:PC、PA、PBTなど)や結晶性の高い樹脂では、流動性を高めたり、結晶化度をコントロールしたりするために、金型を特定の温度に「加熱」する必要があります。この場合、「加熱回路」としてカートリッジヒーターやプレートヒーターが金型内に組み込まれたり、温調機で加熱された油や水が循環されたりします。金型温度の精密な制御が、これらの樹脂の特性を最大限に引き出すために重要となります。
ガスベント:ガス焼け・ショートショットを防ぐための必須構造
溶融樹脂がキャビティ内に充填される際、キャビティ内に元々存在していた空気や、樹脂から発生する揮発性ガスが圧縮されます。これらのガスが適切に排出されないと、様々な成形不良を引き起こします。例えば、ガスが断熱圧縮されて高温になり、樹脂が焦げてしまう「ガス焼け(ディーゼリング)」、ガス圧によって樹脂の先端が充填を妨げられる「ショートショット(充填不足)」、ウェルドラインの強度の低下などです。
これを防ぐために設けられるのが「ガスベント(エアベント、ガス抜き溝)」です。これは、金型のパーティングライン(分割面)やエジェクタピンのクリアランス、あるいは専用の入れ子部品の隙間などに、非常に浅い溝(通常0.01~0.03mm程度)を設けることで、ガスは外部に排出するが溶融樹脂は漏れ出さないようにするものです。ガスベントの位置、深さ、幅、長さは、製品形状、使用樹脂、充填パターンなどを考慮して慎重に設計されます。適切なガスベント設計は、高品質な成形品を得るための隠れた重要技術と言えるでしょう。
まとめ(第1回)
今回は、「射出成形部品設計者のための金型完全解説」シリーズの第1回として、金型の役割と重要性、そして金型の基本的な構造と主要部品の機能について、従来よりも一歩踏み込んだ解説を試みました。金型が製品の品質、コスト、生産性にいかに深く関わっているか、そしてその複雑で精密な構造をご理解いただけたことと思います。
次回、第2回では、この金型を実際に設計する上での基本的な考え方や注意点、特に成形品設計と金型設計がいかに密接に連携すべきか、そしてゲートやランナーといった具体的な要素設計の勘所について、さらに詳しく解説していきます。製品設計者の皆様が、金型という視点を持つことで、より実現性の高い、優れた設計を生み出すための一助となれば幸いです。

関連コラム