エンプラの衝撃破損を防ぐ!物性データの正しい読み方と設計の実践ポイント(後編)

前回のコラムでは、衝撃強度の基礎理論と、アイゾッド・シャルピー試験の原理や正しいデータの見方について解説しました。試験法の違いや数値の意味を理解することは、信頼性設計の出発点です。本コラムでは、府中プラが、その基礎知識を実務にどう活かすか、という観点からさらに一歩踏み込みます。エンプラの種類ごとの具体的な衝撃特性、物性データに潜む盲点の読み解き方、そして破損を未然に防ぐための設計における実務的なポイントを、後編として詳説します。
エンプラ別の衝撃強度の傾向
エンプラは、その分子構造の違いから、衝撃強度に明確な傾向が見られます。材料の素性を理解することが、適切な選定の鍵となります。
非晶性エンプラ:なぜ衝撃に強いのか?
PC(ポリカーボネート)、mPPE(変性ポリフェニレンエーテル)、PSU(ポリサルホン)に代表される非晶性プラスチックは、分子鎖がスパゲッティのようにランダムに絡み合った構造をしています。この複雑な絡み合いが、外部から衝撃エネルギーが加わった際に、そのエネルギーを分子鎖の運動によって効率的に吸収・分散させる役割を果たします。そのため、本質的に高い靭性を持ち、ノッチ付き試験でも比較的高い衝撃強度を維持する傾向があります。延性-脆性遷移温度も低いものが多く、低温環境でもある程度の靭性を保つことができます。
ただし、PCに代表されるように、非晶性エンプラは特定の薬品や有機溶剤に触れた状態で応力がかかると容易に亀裂が生じる「環境応力亀裂(ストレスクラック)」を起こしやすいという弱点も併せ持つため、万能ではありません。
結晶性エンプラ:ノッチ感度の高さとその理由
POM(ポリアセタール)、PA6、 PA66(ポリアミド)、PBT(ポリブチレンテレフタレート)などの結晶性プラスチックは、分子鎖が規則正しく配列した硬い「結晶部分」と、ランダムな「非晶部分」が混在しています。この結晶構造が、高い剛性や耐薬品性、耐疲労性を生み出します。しかし、衝撃特性においては、この構造が弱点となり得ます。亀裂は、比較的脆い結晶部分の内部や、結晶と非晶の界面を選択的に進展しやすく、大きなエネルギー吸収を伴わずに破壊に至ることがあります。
この傾向は、ノッチが存在すると劇的に顕在化します。これが「ノッチ感度が高い」と言われる所以であり、ノッチ無し試験片ではそれなりの値を示しても、ノッチ付き試験片では衝撃強度が数分の一から数十分の一にまで急落することが珍しくありません。
ガラス繊維(GF)強化材:剛性と靭性のトレードオフ

設計初心者の方が陥りやすい誤解に、「強化材入りだから衝撃にも強いはず」というものがあります。ガラス繊維(GF)で強化されたエンプラは、引張強度、曲げ強度、弾性率といった「剛性」は飛躍的に向上しますが、衝撃強度は多くの場合、未強化のノンフィラーグレードよりもむしろ低下します。このメカニズムは以下の通りです。
界面での応力集中:硬いガラス繊維と、それより柔らかい母材樹脂との界面は、物性の不連続点です。ここに外部から応力がかかると、応力集中が発生し、微小な亀裂の起点となります。
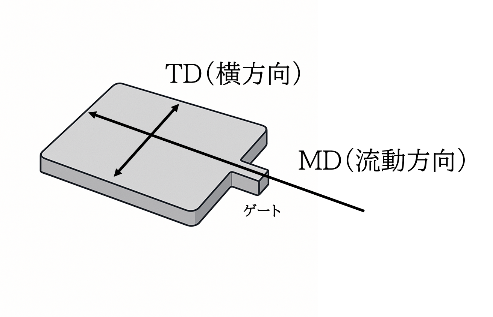
繊維の配向(異方性):射出成形時、溶融した樹脂中のガラス繊維は、樹脂の流れ方向に沿って配向します。そのため、流れ方向(MD)の強度は高くなりますが、それに直角な方向(TD)の強度は著しく低くなります。衝撃がTD方向から加わった場合、製品は非常に脆い挙動を示します。物性データに記載されている衝撃値は、通常、最も特性の良いMD方向の値であるため、この異方性を考慮しないと、実際の製品では簡単に破損する可能性があります。
GF強化エンプラの衝撃特性や異方性に起因する脆性挙動については、力学的視点からの検討が行われており、その破壊メカニズムの理解が実務上重要とされています。
耐衝撃改良グレードとアロイ

結晶性エンプラの弱点である衝撃強度を改善するため、様々な技術が用いられます。代表的なのが、エラストマー(ゴム成分)を母材樹脂に微細に分散させる手法です。衝撃を受けると、この柔らかいゴム粒子が応力を吸収し、無数の微小な亀裂(クレーズ)を発生させることで、破壊エネルギーを効果的に分散させます。これにより、耐衝撃PAや耐衝撃PBTといったグレードが作られます。
また、異なる種類のポリマーを混合する「アロイ化」も有効な手段です。例えば、PCの優れた靭性とABS樹脂の良好な成形性・価格を両立させたPC/ABSアロイは、その代表例です。
物性データの「衝撃強度」数値の読み解き方
物性表は貴重な情報源ですが、その数値を鵜呑みにせず、裏に隠された条件を読み解くリテラシーが求められます。
数値の裏に隠された試験条件を暴く
物性データで異常に高い衝撃強度値や「NB(No Break: 破壊せず)」という表記を見つけたら、まず試験条件を確認してください。その多くは「ノッチ無し」試験片でのデータです。これは材料のポテンシャルを示すものですが、シャープエッジが皆無の完璧な製品は存在しないため、実用上の指標にはなり得ません。必ず「ノッチ付き」のデータで比較・評価するのが鉄則です。
また、温度条件も重要です。物性データは通常23℃ですが、製品が寒冷地や冷凍・冷蔵環境で使われる場合、そのデータは全く参考になりません。メーカーに依頼して低温域での衝撃強度データを取得するか、最低でも延性-脆性遷移温度の情報を確認する必要があります。
さらに、留意すべきは、色による衝撃性能の変化です。外装部品で白系やライトグレーに着色されたペレットを使うことはよくありますが、これらのペレットには白色を出すために顔料として酸化チタンが使われるのが一般的です。酸化チタンのような顔料の使用をしますと、衝撃性能は低下する傾向を示します。材料メーカーの衝撃性能の物性データは、ペレットの色まで記載されていないのが一般です。白色系に着色したペレットを使う場合は、この性能の低下を考慮に入れて設計するのが賢明です。
「表記が高くても実際は割れやすい」ケースの深層分析
衝撃試験は、あくまで管理された条件下での一回限りの破壊エネルギーを測るものです。実際の製品が遭遇する複雑な破壊要因までは評価できません。
衝撃疲労:一発の大きな衝撃には耐えても、輸送中の振動や機器の稼働に伴う微振動など、小さな衝撃が繰り返し加わることで材料が疲労し、破壊に至る現象です。
残留応力:射出成形は、高温で溶融した樹脂を低温の金型に射出し、冷却・固化させるプロセスです。この際、製品の部位によって冷却速度に差が生じ、内部に「見えない応力」が蓄積されます。これを残留応力と呼びます。この応力が外部から加わる力に上乗せされる形で作用し、想定よりもはるかに低い負荷で破損する原因となります。特に、肉厚が不均一な設計や、不適切な成形条件は、大きな残留応力を生み出します。
射出成形によって生じる残留応力と、その後の衝撃破壊との関連については、近年の実験研究でも定量的に評価されており、成形条件による応力分布の差が明らかにされています。
設計における実務的な選定ポイント
これらの知識を基に、破損しない製品を作るための具体的なアクションプランを考えます。
破壊を防ぐための設計思想「ノッチを作らない」
最も効果的で本質的な対策は、製品自体に応力集中源、すなわち「ノッチ」を作らない設計を心掛けることです。
コーナー部のR(丸み):部品の角は、内外ともに可能な限り大きなRを付けてください。鋭角な角は最悪のノッチです。一般に、コーナー内側のRは肉厚(t)の0.5倍以上(R/t≧0.5)が推奨されます。
リブやボスの付け根のフィレット:補強のためのリブやボスも、その付け根が鋭角だと応力集中の起点になります。必ず適切な半径のフィレット(丸み)を設け、応力を滑らかに分散させる設計が必要です。
肉厚の急変を避ける:肉厚が急に変わる部分は、応力集中と残留応力の両方を引き起こします。厚肉部から薄肉部へは、緩やかなテーパーを設けて滑らかに繋ぐことが重要です。
ウェルドラインの管理:複数のゲートから樹脂を充填したり、穴のある形状を成形したりすると、樹脂の合流部に「ウェルドライン」と呼ばれる線状の痕跡が生じます。この部分は分子の絡み合いが不十分で、強度が著しく低下し、衝撃破壊の起点となりやすい「見えないノッチ」です。金型設計の段階でゲート位置を工夫し、ウェルドラインが重要な構造部や応力集中部に来ないように制御することが極めて重要です。
高靭性が必要なケースでの対応
上記の設計的配慮を尽くした上で、それでもなお高い靭性が求められる場合は、材料選定と成形プロセスの両面からアプローチします。
材料選定:まずはPCやPC/ABSアロイ、耐衝撃改良グレードといった高靭性材料を第一候補とします。コストや耐薬品性、耐熱性などの他の要求特性とのバランスを考慮し、最適な材料を選び抜きます。
成形条件の最適化:設計者も成形の知識を持つことが望ましいです。残留応力を低減するためには、金型温度を比較的高めに設定して樹脂をゆっくり冷やしたり、保圧を適切に設定したりするなどの工夫が有効です。
アニール処理:成形後の製品を、その材料のガラス転移温度以下の適度な温度で再加熱し、徐冷する「アニール処理」も、残留応力を緩和する有効な手段です。コストはかかりますが、高い信頼性が求められる重要部品では検討の価値があります。
これまで述べてきた材料の特性理解や「ノッチを作らない」設計は、衝撃に強い製品を作るための極めて重要な要素です。しかし、それらはあくまで理論上、あるいは部品単体での強度を高めるためのアプローチです。実際の製品では、形状の複雑さ、肉厚の不均一さ、ウェルドライン、残留応力といった無数の要因が複合的に絡み合います。これらの総合的な影響を評価し、製品としての耐衝撃性能を評価する手段のひとつが、実製品による落下試験です。
なぜ落下試験が有効なのか?
アイゾッドやシャルピー試験の数値は、標準化された試験片での「素材のポテンシャル」を示すに過ぎません。一方で落下試験は、完成した製品そのものを使って、ユーザーの実際の使用環境(輸送中の荷崩れ、机からの落下など)を模擬し、製品が本当にその衝撃に耐えうるかを検証する、最も現実的な評価方法です。設計図やCAE解析だけでは予測しきれない、現実世界の複合的な破壊要因をあぶり出すことができます。
「破壊」から学ぶ設計フィードバック
落下試験の目的は、単に「壊れたか、壊れなかったか」を確認することではありません。むしろ、「もし壊れるなら、どこから、どのように壊れるのか」を突き止めることに、その真価があります。
破損モードの観察:破損した製品は、設計の弱点を教えてくれる貴重な情報源です。亀裂の起点が、想定通りシャープエッジやリブの付け根なのか、あるいは予期せぬウェルドライン上なのかを詳細に観察します。
設計へのフィードバック:破損のメカニズムを分析することで、「ここのコーナーRを大きくしよう」「この部分の肉厚を上げよう」「ゲート位置を変更してウェルドラインを移動させよう」といった、具体的かつ効果的な対策を立てることが可能になります。
落下試験は、設計の妥当性を検証する「答え合わせ」の場です。試作品の段階でこのプロセスを徹底的に行うことが、量産後の市場トラブルを未然に防ぎ、製品の信頼性を確固たるものにするための最後の、そして最も重要な砦となるのです。
まとめ
エンプラの衝撃強度を見極めるには、物性データの値を表面的に比較するだけでは不十分です。材料の分子構造に起因する特性を理解し、「ノッチ付き」、「使用温度」といった真に意味のあるデータで評価することが不可欠です。さらに重要なのは、「ノッチを作らない」という設計思想を徹底し、残留応力という「見えない敵」の存在を常に意識することです。材料選定、製品設計、そして成形プロセスは三位一体であり、この総合的なアプローチを経て作られた製品が本当に市場の要求に応えられるかを、最終的な落下試験で検証する。この理論と実践のサイクルこそが、市場で信頼される製品を生み出すための要諦であると、府中プラは考えます。
関連コラム
>>エンプラの衝撃強度とは?アイゾッド・シャルピー試験の違いと靭性評価の基礎知識(前編)