PARとは
PAR(ポリアリレート)は、高性能なスーパーエンプラの一種であり、優れた耐熱性、寸法安定性、機械的強度、耐薬品性、電気特性を兼ね備えた材料です。PARは、ポリエステル系樹脂の中でも特に耐熱性と耐クリープ性に優れ、高温環境下での長期使用に適しています。
PARの開発は1960年代に始まり、1970年代に商業生産が開始されました。耐熱性と機械的強度を兼ね備えたポリマーとして、電子・電気部品、光学用途、精密機器、ポンプ部品など幅広い分野で利用され、歴史的にも長い使用実績があります。特に、耐薬品性と寸法安定性が求められるポンプのケーシングやインペラなどに採用されることが多くなっています。
1. 優れた耐熱性
PARは、ガラス転移温度(Tg)が193℃程度、耐熱変形温度(HDT)は170~175℃と、ポリエステル系樹脂の中でも高い耐熱性を有します。そのため、高温環境下でも寸法安定性を維持し、電子部品やポンプ部品などの用途に適しています。また、PPS(ポリフェニレンサルファイド)と比較して、PARは耐熱性が若干劣るものの、成形性に優れています。
2. 優れた寸法安定性と低吸水性
PARは、低吸水率を持ち、湿度や水分の影響を受けにくいため、長期間にわたり寸法安定性を維持します。特に、高精度な成形が求められるポンプ部品や電子・光学部品に適しており、変形や膨張の少ない安定した特性を示します。 PPA(ポリフタルアミド)と比較すると、PARは吸水性が低く、長期的な寸法安定性に優れています。
3. 優れた機械的特性と耐クリープ性
PARは、高い引張強度、曲げ強度、剛性を持ち、機械的負荷のかかる環境でも優れた性能を発揮します。また、耐クリープ性に優れ、長期間の荷重下でも変形が少ないため、ポンプのインペラや機械部品に最適です。 PEEK(ポリエーテルエーテルケトン)と比較すると、PARはコスト面で優位性があり、特定の耐薬品用途で代替として使用されることがあります。
4. 耐薬品性と耐加水分解性
PARは、耐薬品性が高く、酸、アルカリ、有機溶剤に対する耐性を持っています。特に、高温・高湿環境下でも加水分解しにくいため、耐久性が求められるポンプ部品や電子・電気部品の用途に適しています。 PES(ポリエーテルサルホン)と比較すると、PARは成形性が良好ですが、耐薬品性ではPESの方が優れています。
5. 優れた電気的特性
PARは、高い絶縁性と低誘電率を持ち、高周波用途の電子部品に適しています。また、高温環境下でも安定した電気特性を維持するため、コネクタ、リレー、スイッチ基板の絶縁材として使用されます。 LCP(液晶ポリマー)と比較すると、PARは寸法安定性に優れていますが、流動性はLCPの方が高く、微細部品の成形にはLCPが適しています。
6. 成形加工性
PARは、良好な流動性を持ち、射出成形による複雑形状の成形が可能です。しかし、高温成形が必要なため、金型温度の管理やゲート設計の最適化が求められます。また、PPA(ポリフタルアミド)と比較すると、PARは高温成形時の寸法精度に優れていますが、成形条件の調整が重要となります。
PARを推奨する用途・ニーズ
01 ポンプ部品

PAR(ポリアリレート)は、耐熱性、耐クリープ性、寸法安定性、耐薬品性に優れ、ポンプの重要部品として幅広く使用されています。特に、インペラ、バルブシート、ポンプケーシング、シール部品といった、流体制御において精密な寸法管理が求められる部品に最適な材料です。
インペラは、ポンプの性能を左右する重要な部品であり、高速回転時の機械的負荷や温度変化による歪みの影響を受けやすい部品です。PARはガラス転移温度(Tg)が高く、長時間の高温環境下でも変形しにくいため、インペラの耐久性向上に貢献します。
バルブシートやシール部品は、ポンプの密閉性を確保する役割を担っており、耐クリープ性が低い材料では、長期間の使用によって密閉性が低下し、漏れが発生する可能性があります。PARは耐クリープ性に優れ、長期にわたり安定した密閉性能を維持できるため、ポンプの信頼性向上に寄与します。
ポンプケーシングには、耐薬品性と剛性が求められます。PARは、酸やアルカリ、有機溶剤に対して高い耐性を持ち、薬液移送ポンプや冷却水ポンプなどの過酷な環境下でも安定した性能を発揮します。
当社では、PARの特性を活かした精密成形技術を駆使し、耐熱性・耐クリープ性・耐薬品性に優れたポンプ部品の成形を実現しています。高精度な寸法管理と最適な成形条件を提供し、高耐久かつ高信頼性のポンプ部品の安定供給を実現します。
当社のPAR成形における強み
01 最適な成形条件の設定
当社は、PAR成形において最適な成形条件の設定に強みを持っています。PARは高温成形が必要であり、適切な成形条件が求められます。まず、乾燥条件を厳密に管理し、水分含量を0.1%以下に抑えることで、成形部品の品質を安定させます。乾燥温度は通常110℃から120℃で、必要に応じて4時間以上の乾燥時間を確保します。
成形条件においては、シリンダー温度を320~345℃、金型温度を135℃以上に設定します。射出速度は中速から高速で行い、充填時間や保圧時間も部品の肉厚やゲートの寸法に応じて最適化します。また、成形機のメンテナンスも重要視し、シリンダーとスクリュー間のクリアランスを定期的にチェックし、成形機メーカーの仕様を満たすように管理しています。これにより、成形部品の品質を維持し、顧客のニーズに応じた高品質な製品を提供します。
02 製品デザイン、金型デザインに関するノウハウ

当社は、PARの特性を考慮した製品デザインと金型デザインに関するノウハウを活かしています。PARは高温環境下での強度や剛性が求められるため、部品の形状設計においてもこれらの特性を最大限に引き出すことが重要です。高精度な金型設計により、PARの成形を効率的に行い、複雑な形状の成形にも対応可能です。
特に、PARの化学耐性や高温特性を活かし、特定の用途向けに最適化された設計を行います。ランナー設計やゲート位置の最適化を通じて、成形効率を向上させ、製品の品質を高めています。さらに、金型の表面処理を活用し、成形後の離型性を向上させています。これにより、製品の表面品質を高め、顧客のニーズに応じた高品質な製品を提供します。
PARの成形実績
-
船舶用ポンプ ストレーナー
船舶用ポンプのストレーナー本体と蓋を金属から樹脂に置き換え、耐久性向上と軽量化を実現した事例です。100個程度の少量生産に対応し、オスネジ2パターンを考慮して置き駒とインサート成形を採用しています。
また、貫通穴の加工やリーク検査を徹底し、高精度で信頼性の高い製品を提供しています。
詳細はこちら
-
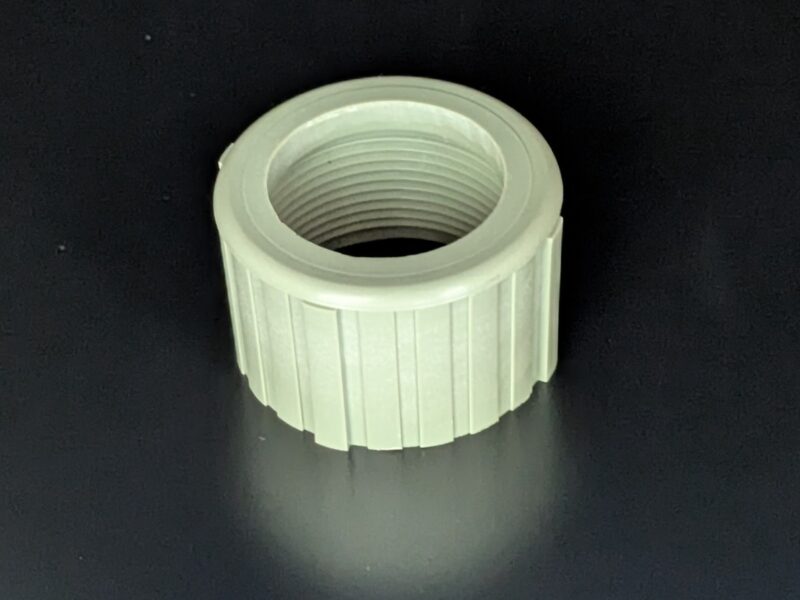
配管用袋ナット
こちらは、船舶の配管系に使用される袋ナットで、過酷な海洋環境に対応するために優れた耐候性・寸法安定性・耐薬品性を持つPAR(ポリアリレート)を採用しています。
紫外線や湿気、海水、薬品、振動などによる劣化や緩みを防ぎ、軽量・高強度な設計を可能にすることで、船舶用配管部品として高い信頼性と耐久性を実現しています。
詳細はこちら
-

ベアリングカバー
こちらは、回転機器内部のベアリングを保護するラインベアリングカバーで、高温・高負荷環境下でも安定した性能を発揮するために、耐熱性・耐薬品性・寸法安定性に優れたPARを採用しています。
振動や衝撃にも強く、高精度な芯出しと長期耐久を実現することで、信頼性の高いベアリング保護部品として機能しています。
詳細はこちら