成形不良
成形不良(射出成形における不良の原因と対策)
成形不良の発生は、射出成形品の品質・外観・寸法・強度に直結する最も深刻なトラブルの一つです。本カテゴリでは、ヒケ、ウェルド、ショートショットなどの代表的な成形不良から、不良原因の見極め方、根本的な対策の考え方までを体系的に整理し、設計や品質管理における最適な問題解決を支援します。
まず、成形不良に対処するには、表面的な現象を場当たり的に直すのではなく、なぜその不良が起きているのかという「発生メカニズム」を正しく理解することが重要です。
【成形不良対策の基本アプローチ】
射出成形のトラブル対策 -不良原因と現場での解決アプローチ | 射出成形の駆け込み寺.com
【成形不良を根本から見極める考え方】
射出成形トラブルを「工程内の状態」で再定義する - 射出成形の体系的理解 トラブル対策編-1 | 射出成形の駆け込み寺.com
1. 成形不良が設計・品質に与える影響
成形不良は、単に「見た目が悪くなる」だけの問題にとどまらず、製品の基本機能を損なう重大な品質トラブルです。具体的には、以下のような致命的な影響を及ぼします。
- 外観への影響:表面のヒケやフローマークは、製品の商品価値を著しく低下させます。また、塗装やめっきなどの後工程において密着不良や外観不良を誘発する原因にもなります。
- 寸法への影響:ショートショットやバリ、ソリなどの変形は、他部品との嵌合(かんごう)不良や、組み立てラインでの自動化トラブルに直結します。
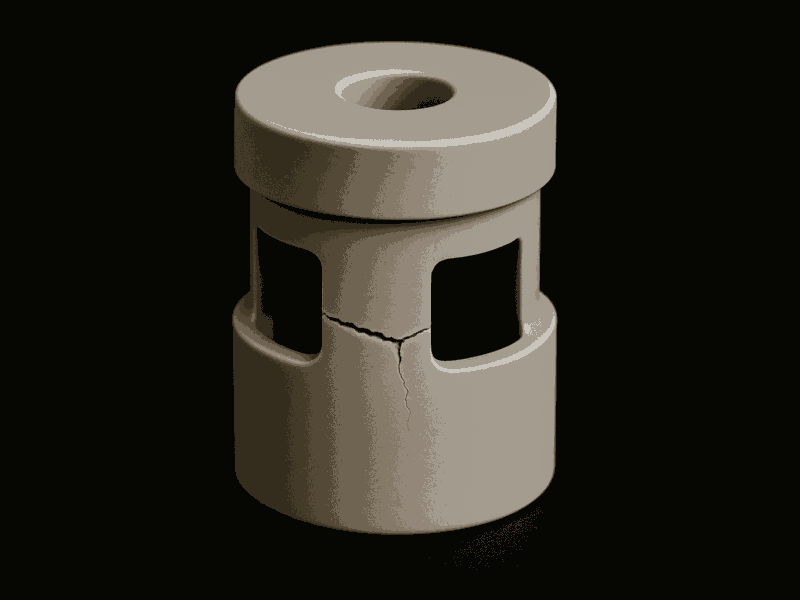
- 強度への影響:ウェルドラインやボイド(気泡)は、製品内部の応力集中を引き起こし、機械的強度を大幅に低下させます。これが原因で、市場に出た後の破損や製品寿命の低下を招く恐れがあります。
これらの成形不良は、成形現場の操作ミスだけで起こるものではありません。「製品設計」、「材料選定」、「金型仕様」、「成形条件」という4つの要素が複合的に絡み合って発生します。特に、量産が始まってから不良が発覚すると、金型の修正や設計変更に多大なコストと時間がかかります。
そのため、成形不良は成形現場だけの問題として片付けるのではなく、製品設計者、調達担当者、品質保証担当者にとっても、そのメカニズムを事前に理解し、設計段階から予防策を講じることが極めて重要なテーマとなります。
2. 成形不良の発生メカニズム
成形不良の多くは、単なる機械の調整不足ではなく、樹脂本来の特性(結晶化度や熱履歴)に起因します。当社では、樹脂メーカーでの材料開発・技術サポートで培った知見をもとに、現場の事象を『高分子の振る舞い』まで遡って解説しています。
成形不良は、単一の原因で起こることは稀であり、以下の4つの主要因が複雑に相互作用することで引き起こされます。
- 材料特性:樹脂(プラスチック)の流動性、成形収縮率、熱安定性、吸水性などの特性です。結晶性樹脂か非晶性樹脂か、あるいはガラス繊維などの強化材が含まれているかによって、金型内での収縮挙動や流動パターンは大きく変わります。
- 金型構造:ランナーの太さ、ゲートの位置とサイズ、冷却水管の配置やガス抜きの設計です。これらが不適切だと、樹脂の充填バランスが崩れ、局所的な圧力低下や温度ムラが生じて不良を引き起こします。
- 製品設計:製品の肉厚のばらつき、リブの厚みや配置、コーナー部のR形状などです。急激な肉厚変化は、樹脂の流動抵抗を局所的に変えるだけでなく、冷却速度の差を生み、ヒケやソリの根本的な原因となります。
- 成形条件:樹脂温度、金型温度、射出速度、保圧、冷却時間などの機械側の設定です。これらは材料や金型の状態に合わせて最適化されるべきですが、他の要因に無理がある場合、条件調整だけで不良を完全に抑え込むことは困難です。
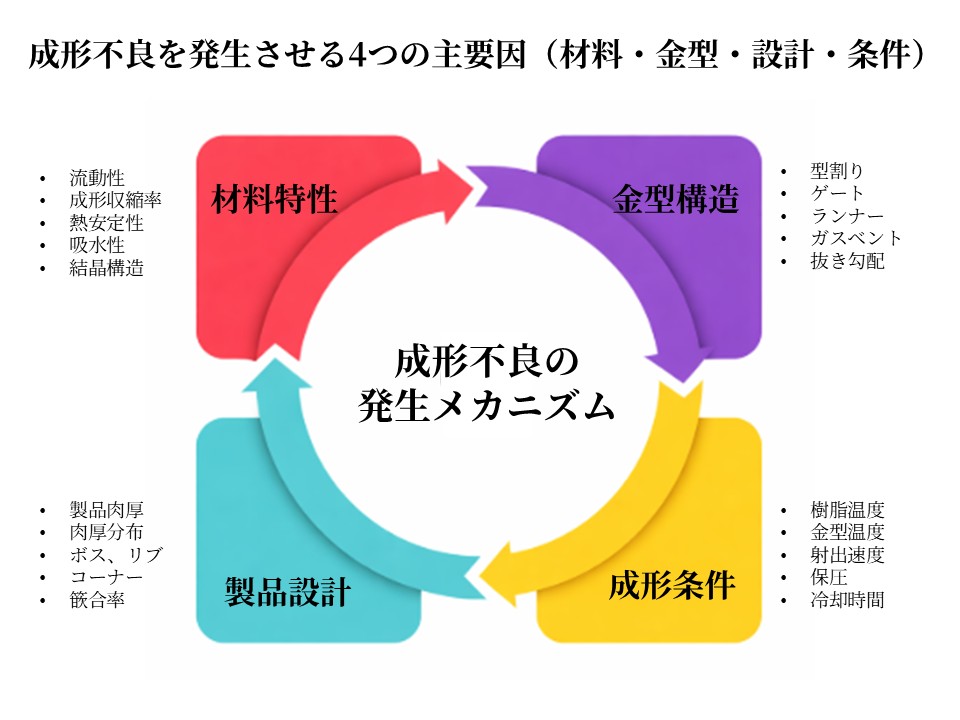
これらの要因が最適なバランスを失ったとき、金型内で樹脂が予期せぬ挙動を示し、様々な成形不良として表面化します。不良の現象だけを追うのではなく、どのプロセスでバランスが崩れたのかを適切に辿ることが改善への第一歩となります。
3. 代表的な成形不良の種類と対策
本サイトでは、射出成形で発生しやすい代表的な成形不良について、発生メカニズム、原因、および対策のポイントを個別に解説しています。各不良の詳細は以下のコラムをご参照ください。
<外観・表面に現れる不良>
- ヒケ:製品表面が部分的に凹む現象。肉厚部やリブの裏側などで発生しやすい不良です。
射出成形におけるヒケの原因と対策 | 射出成形の駆け込み寺.com
- ウェルド:樹脂の合流部に生じる線状の模様。外観の悪化だけでなく強度低下の原因にもなります。
射出成形におけるウェルドラインの原因と対策 | 射出成形の駆け込み寺.com
- フローマーク:ゲートを中心に波紋状の縞模様ができる現象。樹脂の冷却固化と流動が影響します。
射出成形におけるフローマークの原因と対策 | 射出成形の駆け込み寺.com
- ジェッティング:ゲートから射出された樹脂が蛇行し、蛇のような模様が残る現象です。
射出成形におけるジェッティングの原因と対策 | 射出成形の駆け込み寺.com
- シルバーストリーク:製品表面に銀白色の筋が発生する不良。ペレットの乾燥不足による水分やガスの影響が大きく関与します。
射出成形におけるシルバーストリークの原因と対策 | 射出成形の駆け込み寺.com
- ヤケ:樹脂が熱分解を起こし、黒や茶色に変色する不具合。空気の巻き込みによる断熱圧縮などが原因です。
射出成形におけるヤケ(焼け)の原因と対策 | 射出成形の駆け込み寺.com
<形状・寸法に関わる不良>
- ショートショット:金型内に樹脂が完全に充填されず、製品形状の一部が欠けてしまう不良です。
射出成形におけるショートショットの原因と対策 | 射出成形の駆け込み寺.com
- バリ:金型の隙間に樹脂が流れ込み、製品の縁に薄い膜状の樹脂がはみ出す現象です。
射出成形におけるバリの原因と対策 | 射出成形の駆け込み寺.com
- ソリ:成形品が金型から離型した後に、収縮差などによって想定した形状から反り曲がってしまう変形不良です。
射出成形におけるソリ(反り)の原因と対策 | 射出成形の駆け込み寺.com
<内部欠陥>
- ボイド:製品の内部に空洞(気泡)ができる現象。表面が固化した後、内部の収縮によって生じます。
射出成形におけるボイド(気泡)の原因と対策 | 射出成形の駆け込み寺.com
4. 成形不良の原因を見極める考え方
成形不良が発生した際、現場では「温度を上げる」、「圧力を高くする」といった成形条件の調整だけで乗り切ろうとする、いわゆる“モグラ叩き”のような対応に陥りがちです。しかし、表面的な現象だけを見て条件を変更すると、一時的に直ったように見えても再発したり、別の不良(例えば、ショートショットを直すために圧力を上げたらバリが出たなど)を誘発したりする悪循環に陥ることがあります。
真の対策を講じるためには、「発生条件(いつ、どこで発生したか)」、「材料挙動(金型内で樹脂がどう流れたか)」、「成形履歴(温度や圧力の推移)」を論理的に整理し、原因を一つひとつ切り分けることが不可欠です。
成形トラブルを解決するには「成形工程内の状態」を正しく把握し、「自由度(調整幅)」の視点から、金型起因なのか、設計起因なのか、材料起因なのかを客観的に見極めるプロセスが最も重要だということです。
この「原因切り分けの考え方」や「根本的な不良解析のアプローチ」については、以下の成形不良シリーズで詳しく解説しています。
【成形トラブルの根本原因を探る】
射出成形トラブルの原因は金型にある - 射出成形の体系的理解 トラブル対策編-3 | 射出成形の駆け込み寺.com
【解析・対策の基本】
射出成形トラブルは「時間軸」で整理すると見えてくる - 射出成形の体系的理解 トラブル対策編-6(総括) | 射出成形の駆け込み寺.com
5. 関連カテゴリへの導線
成形不良は、材料特性、金型設計、成形条件、製品設計など複数の要因が関係して発生します。本カテゴリでは成形不良の発生メカニズムや対策を解説していますが、関連する材料、金型、加工、信頼性に関するコラムも併せて参照することで、射出成形部品の品質問題をより体系的に理解できます。
まとめ
成形不良は、射出成形部品の品質・コスト・納期(QCD)に大きく影響する重要な課題です。不良が発生すると、歩留まり低下によるコスト増大だけでなく、市場での破損や品質クレームにつながる可能性もあります。
本カテゴリでは、ヒケやウェルド、ショートショットといった代表的な成形不良の発生メカニズムと対策の考え方を整理するとともに、それらが「製品設計」、「材料特性」、「金型構造」、「成形条件」の相互作用によって発生することを体系的に解説しています。
射出成形のトラブルを本質的に解決するためには、現象だけを個別に対処するのではなく、金型内で起きている樹脂の挙動や工程全体のバランスを理解し、原因を論理的に切り分ける視点が不可欠です。射出成形の品質トラブルの多くは、こうした基本的なメカニズムを理解することで予防することが可能です。
-

成形不良が続くなら見直しのチャンス!射出成形部品の見積依頼で品質改善
- 成形不良
-
成形工程で進む加水分解劣化を防ぐ:樹脂乾燥・滞留の管理と対策ポイント
- 成形不良
-

POM(ポリアセタール)射出成形のトラブル対策ガイド ─ ガス焼け・寸法変化・ウェルドラインを防ぐ成形条件
- 材料
-

黒点・異物の本当の原因は?エンプラ成形で見逃されがちな分解・炭化のメカニズム
- 成形不良
-
射出速度が品質を左右する理由:ショートショット、ジェッティング、ウェルドライン…不良トラブルの背景と速度設定の基礎
- 成形不良
- 加工
-

「残留応力」が割れ(クラック)・反り・寸法不良を呼ぶ!射出成形に潜む“見えないひずみ”と品質トラブル対策
- 成形不良
- 加工
-

保圧が甘いと成形不良は防げない:ヒケ・バリ・ボイド…射出成形における保圧と品質トラブルの本当の関係
- 成形不良
- 加工
-

成形条件が割れ(クラック)を呼ぶ? 残留応力・ウェルドライン・冷却不良が引き金になる理由
- 成形不良
-

環境応力割れ(ESC)を見逃すな!:射出成形部品が突然割れる(クラック)本当のリスクとその対策
- 成形不良
-

ガラス繊維強化グレードの外観不良を諦めない!まだある 改善のアプローチ
- 成形不良
-
成形部品設計者を悩ませる「バリ」の発生原因と材料選定の秘策
- 成形不良
-
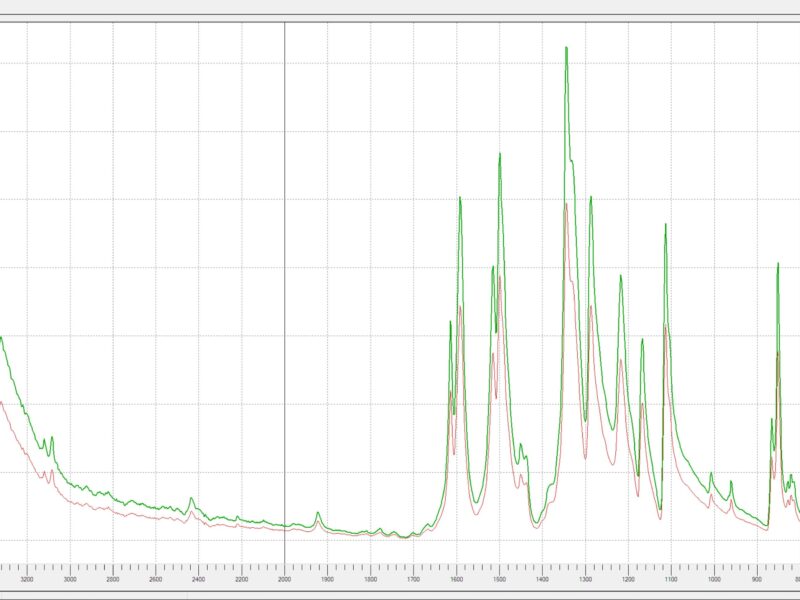
エンプラ部品の割れ(クラック)の原因を見抜く!破面解析に使われる分析機器と設計者が知るべきこと
- 成形不良
-
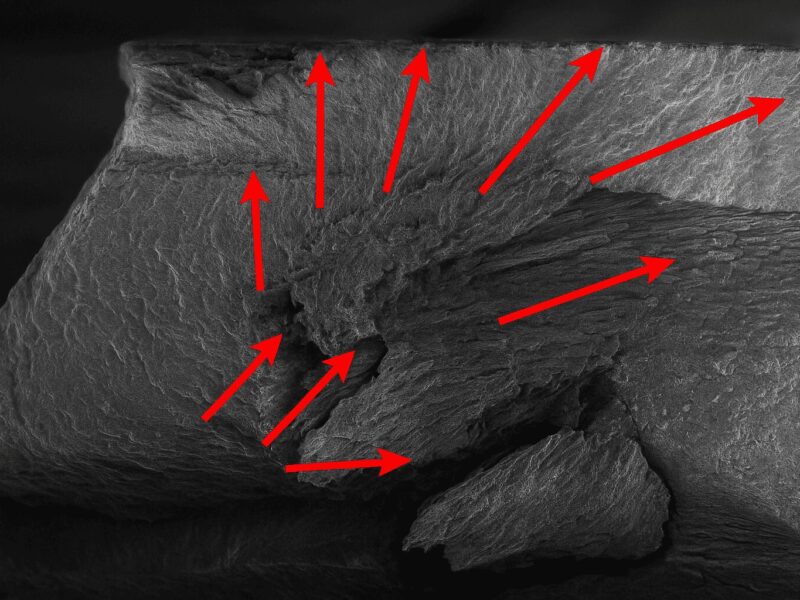
破面が語る割れ(クラック)の真実:エンプラ部品設計で失敗しないための割れ対策
- 成形不良
-
「樹脂が割れる(クラック)」本当の理由:靭性を高める材料・設計・成形
- 成形不良
-
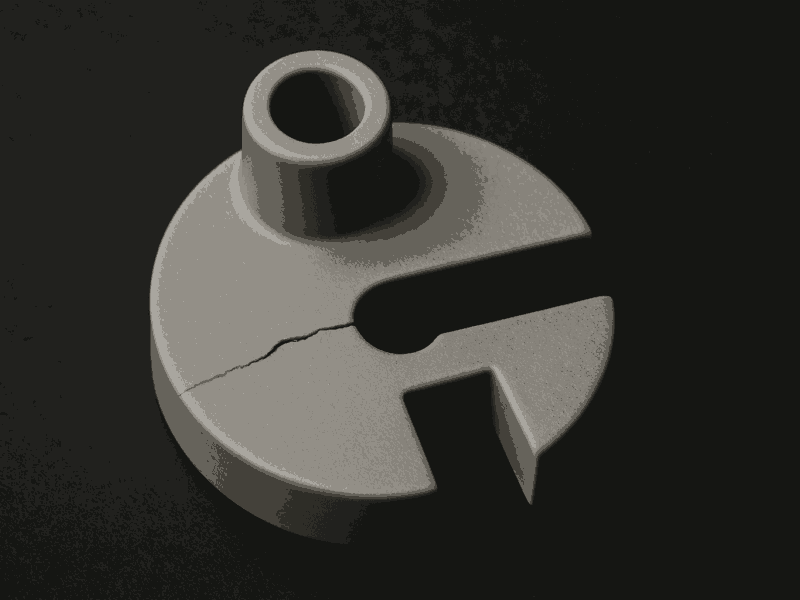
「樹脂が割れる(クラック)」本当の理由:破壊メカニズムと主な要因
- 成形不良
-

PPS射出成形における「ガス対策」完全ガイド ~設計から成形、金型メンテナンスまで~
- 成形不良
-
成形不良を防ぐゲート設計の基本と実践:ウェルド・反り・ヒケを抑える最適解とは?
- 成形不良
-

なぜ外観不良は再現しないのか? - 流れの揺らぎ(非定常流動)が引き起こすトラブルの正体 -
- 成形不良
-
ウェルドライン強度はなぜ下がるのか? - 融着・配向・応力集中のメカニズムを完全解説 -
- 成形不良
-
シルバー・ガス焼け・ショートはなぜ同時に発生するのか? - 「ベント不良」という共通根源 -
- 成形不良
-

射出成形 離型不良対策ガイド ─ 設計・金型・成形条件から考える改善手順
- 成形不良
-
なぜ離型不良が発生するのか?射出成形における離型不良の原因を徹底解説
- 成形不良
-

射出成形 色ムラ対策ガイド ─ 材料・成形条件・金型から考える改善手順
- 成形不良
-

なぜ色ムラが発生するのか?射出成形における色ムラの原因を徹底解説
- 成形不良
-

射出成形 ガス焼け対策ガイド ─ 設計・金型・成形条件から考える改善手順
- 成形不良
-
なぜガス焼けが発生するのか?射出成形におけるガス焼けの原因を徹底解説
- 成形不良
-

射出成形 ジェッティング対策ガイド ─ 成形条件・金型・材料から考える改善手順
- 成形不良
-

なぜジェッティングが発生するのか?射出成形における糸状模様の原因を徹底解説
- 成形不良
-

射出成形 フローマーク対策ガイド ─ 設計・金型・成形条件から考える改善手順
- 成形不良
-

なぜフローマークが発生するのか?射出成形における波状模様の原因を徹底解説
- 成形不良