設計・解析
設計・解析(射出成形部品の品質と信頼性を決める設計・解析の基本)
射出成形部品の品質や長期的な信頼性は、適切な材料選定や精巧な金型設計だけで決まるものではありません。それらと同じか、あるいはそれ以上に製品の性能を大きく左右するのが「製品設計の考え方」です。
特にプラスチック(樹脂)部品の設計では、金属部品とは大きく異なるアプローチが求められます。樹脂は温度によって物性が変化しやすく、また射出成形という溶融・充填・冷却を伴うプロセスの影響を強く受けるためです。
射出成形部品の設計では、主に
・構造設計
・熱設計
・公差設計
・構造解析(CAE)
といった複数の技術領域を横断的に考える必要があります。本カテゴリでは、これら射出成形部品の設計・解析に関する考え方について、勘や経験則だけに頼らない論理的で実務に役立つ知識を、複数のシリーズコラムを通して体系的に解説しています。
設計段階でこれらの要素を適切に考慮しておくことで、量産段階での致命的なトラブルを防ぎ、製品性能の確保と高い生産性の両立を図ることが可能になります。逆に、設計の段階で樹脂の成形性や材料挙動への理解が不足していると、金型完成後に反りやヒケ、強度不足、寸法不良といった問題が次々と表面化し、金型修正のループに陥る危険性があります。
1. 射出成形における設計・解析の重要性
射出成形という製造プロセスでは、「材料」、「金型」、「成形条件」という複数の要素が複雑に相互作用しながら最終製品の品質を決定づけます。しかし、これらすべての工程の出発点であり、土台となる最も重要な要素こそが「製品設計」です。製品設計に無理があれば、後工程でどれほど優れた成形技術や最新の設備を駆使しても、良品を安定して作り出すことはできません。
例えば、単純な箱型の部品であっても、肉厚設計が不適切(極端に厚い部分があるなど)であれば、冷却過程で体積収縮の差が生じ、表面にヒケ(凹み)や内部にボイド(気泡)が発生しやすくなります。また、強度を高めようとむやみにリブやボスを配置すると、その根元に応力が集中したり、樹脂の流れが阻害されてウェルドラインが弱点になったり、製品全体が大きく反り返ってしまう原因となります。
さらに、実際に製品が組み込まれて市場に出た後の「使用環境」の考慮も重要です。温度変化の激しい環境や、持続的に一定の荷重がかかり続ける条件を想定していない設計では、クリープ変形や熱応力による破損など、長期使用時の重大なクレームにつながる恐れがあります。
当社では長年、数多くの射出成形トラブルの解決や設計支援に携わってきましたが、量産直前や量産後に発覚する不具合の根本原因を辿ると、「プラスチックの特性と成形プロセスを考慮しきれていない初期設計」に行き着くケースが非常に多いのが実情です。
こうした問題を未然に防ぎ、開発のリードタイムを短縮するためには、射出成形特有の設計原則を深く理解することが求められます。そして、必要に応じてCAEなどの解析技術を設計初期の段階で活用し、リスクを可視化しながら設計を進めることが、現代のモノづくりにおいて極めて重要になっています。
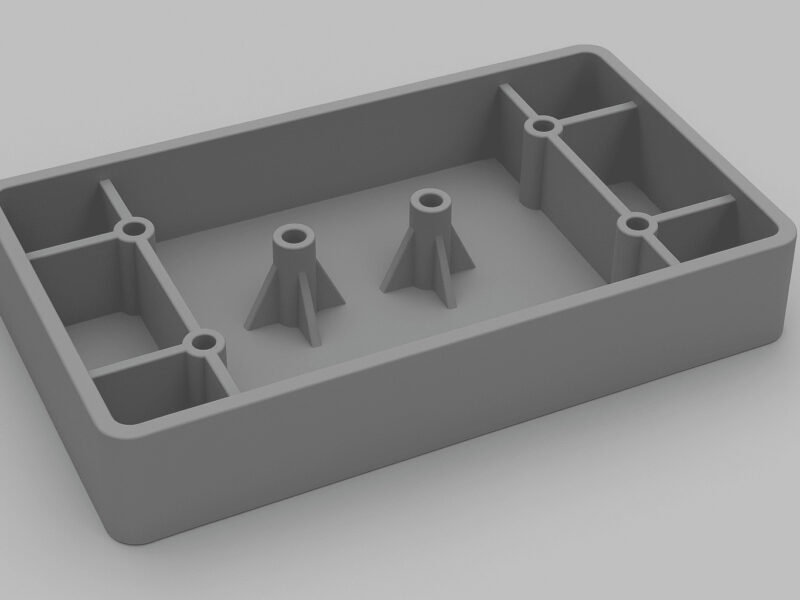
2. 構造設計シリーズ(全14回)
射出成形部品における構造設計では、基本となる肉厚、リブ、ボス、コーナー部のフィレット(R付け)といった個々の構造要素が、部品の機械的強度や成形性に決定的な影響を与えます。プラスチックは金属に比べて弾性率(剛性)が低いため、単なる平板のままでは簡単にたわんでしまいます。そこで、強度確保と軽量化を両立させるために、適切なリブ構造などを設ける必要があります。
しかし、これらの設計要素を「金属部品の感覚」で設計してしまうと、たちまち成形不良を引き起こします。例えば、プラスチック成形の鉄則である「均一肉厚の原則」を無視して肉厚の急激な変化を持たせると、樹脂が冷却して固まるタイミングにズレが生じ、大きな内部応力を生み出します。これが収縮差による激しい反りや、表面のヒケの直接的な原因となります。
また、ネジ止めのためのボスや補強用のリブの寸法(根元の太さや高さの比率)が不適切な場合、外観不良を招くだけでなく、製品に衝撃が加わった際に応力集中を引き起こし、あっさりと割れてしまう起点にもなり得ます。
成形不良の防止と製品機能の確保をいかに高い次元で両立させるか。当サイトでは、射出成形部品の構造設計について、力学的な基礎知識から「なぜその寸法にすべきなのか」という設計の基本原則、そして実務で直面しやすい注意点までを、図解を交えながら全14回のシリーズ形式で網羅的に解説しています。
3. 熱設計シリーズ(全5回)
樹脂材料を扱う設計者にとって、最も警戒すべき要因の一つが「熱」です。プラスチックは金属材料に比べて熱伝導率が著しく低く、一方で線膨張係数(温度変化による寸法の変化率)は金属の数倍から約10倍も大きいという極端な特性を持っています。さらに、温度が上昇すると急激に剛性が低下し、柔らかくなるという温度依存性も顕著です。
そのため、発熱を伴う電子機器、産業機器の筐体など、温度変化の激しい環境下で使用される部品においては、熱に対する深い理解と周到な熱設計が不可欠になります。
例えば、高温環境下での剛性低下を見越した補強設計はもちろんのこと、異なる材料(金属部品と樹脂部品など)を組み合わせて使用する場合、線膨張係数の違いによって生じる「熱応力」を逃がす構造にしておかないと、固定部からひび割れ(クラック)が発生してしまいます。また、熱伝導率が低いため、製品内部に熱がこもりやすく、長期的な熱劣化を促進してしまうリスクも考慮しなければなりません。
これらの要素をガラス転移温度(Tg)や荷重たわみ温度といった物性データと照らし合わせながら適切に設計へ反映することで、過酷な環境下でも耐えうる長期信頼性の高い製品設計が可能になります。当サイトでは、樹脂部品ならではの熱設計の考え方について、熱力学の基礎から実務的なアプローチまでをシリーズ形式で解説しています。
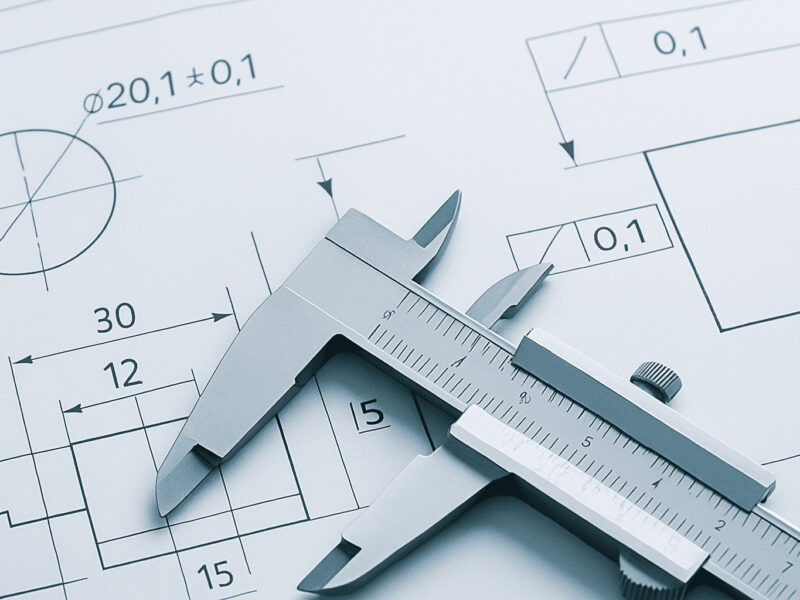
4. 公差設計シリーズ
図面に記載する「公差(許容される寸法ばらつきの範囲)」の考え方も、射出成形部品と機械加工部品(金属)とでは根本的に異なります。
射出成形では、金型内に充填された高温の樹脂が冷却・固化する過程で必ず「成形収縮」を起こします。この収縮率は、樹脂の種類によって異なるだけでなく、金型内の樹脂の流れ方(配向)や圧力のかかり具合、冷却速度の違いによって製品の部位ごとにばらつきます。さらに、成形後も大気中の水分を吸水して膨張したり、環境温度によって寸法が変化したりします。
このような特性を持つ樹脂部品に対して、金属部品と同じような厳しい寸法公差(例えば±0.01mmなど)を無闇に要求すると、金型の微調整や成形条件のシビアな管理が必要となり、歩留まりが著しく悪化して量産コストが高騰してしまいます。最悪の場合、いくら金型を修正しても公差内に入らないという事態に陥ります。
樹脂部品の設計段階では、材料特有の成形収縮率のばらつきや、想定される金型構造、成形プロセスをあらかじめ考慮し、「厳しくすべき機能寸法」と「緩和できる寸法」を明確に切り分ける公差設計が求められます。また、相手部品との組み付けを成立させるために、幾何公差を有効に活用した設計アプローチも重要です。
当サイトでは、コストと品質のバランスを最適化するための射出成形部品の公差設計について、設計者が必ず押さえておくべき基本的な考え方をシリーズ形式で解説しています。
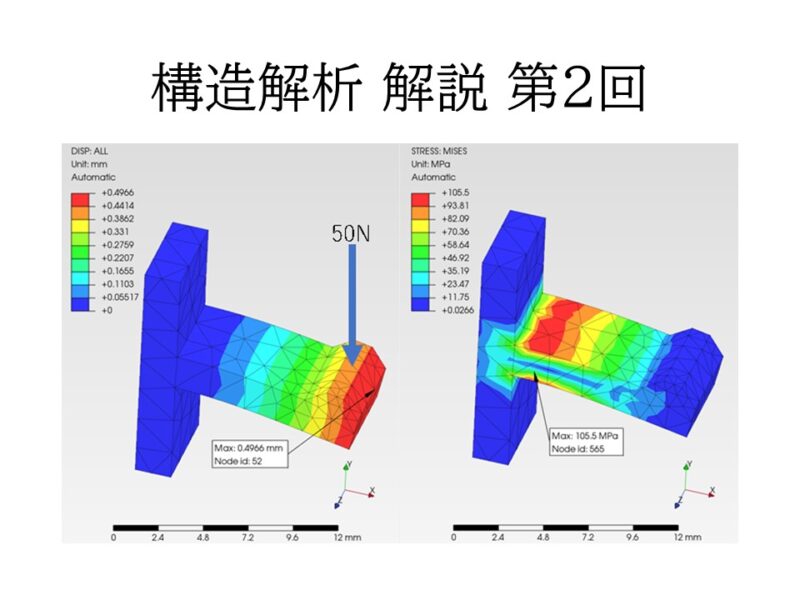
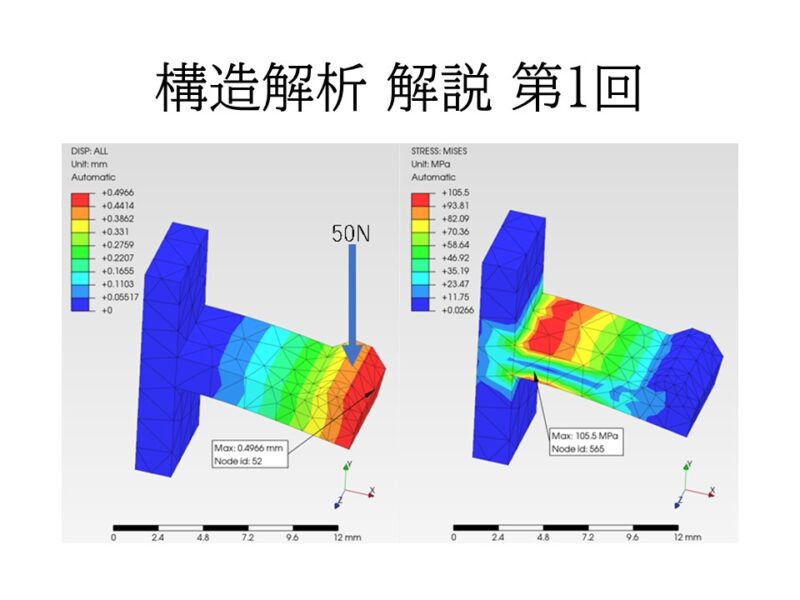
5. CAE構造解析シリーズ(全5回)
製品に求められる要求仕様が年々高度化・複雑化する中、従来のような設計者の直感や手計算だけで強度や安全性を担保することは非常に困難になっています。そこで近年、設計の現場で必須のツールとして広く活用されているのが、CAEを活用した「構造解析」です。
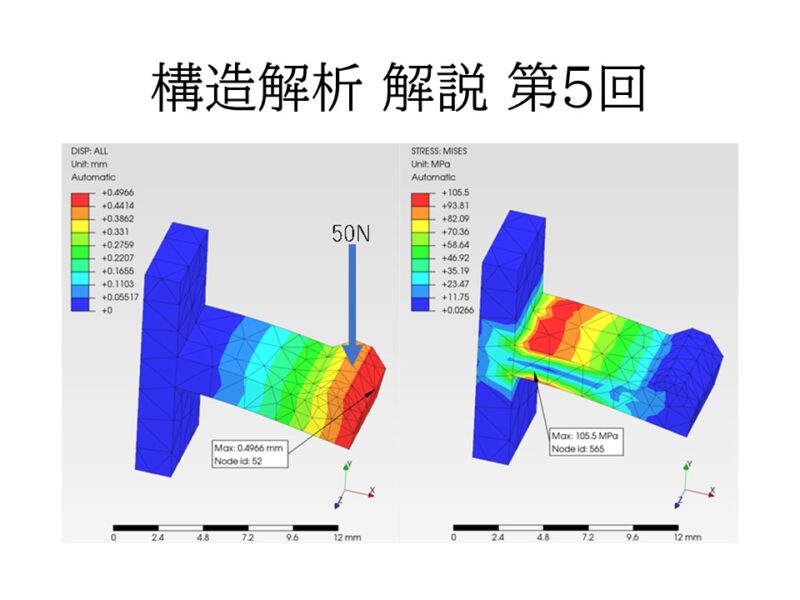
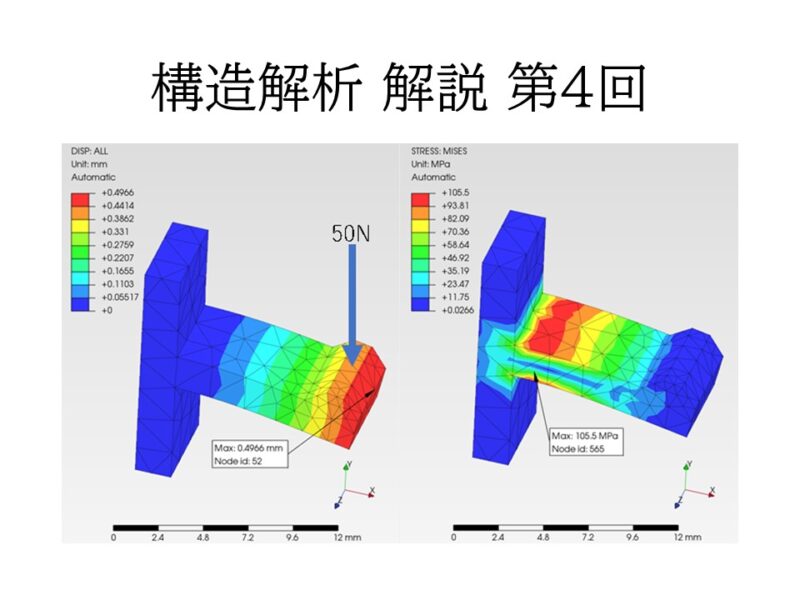
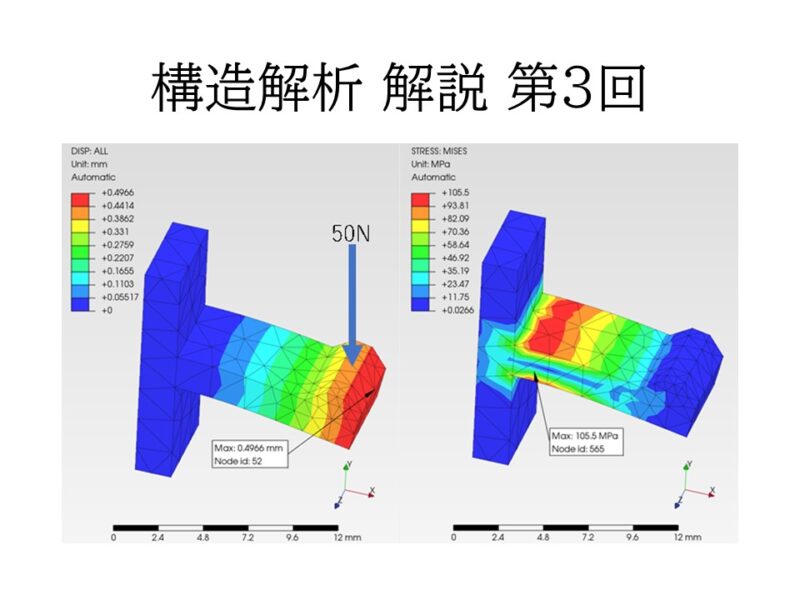
構造解析を設計プロセスに組み込むことで、実際に金型を作って試作品を成形しなくても、パソコン上で部品に加わる応力や変形の状態を高精度に予測することが可能になります。
例えば、製品が落下した際の衝撃荷重や、長期間一定の力が加わり続けた際の応力分布をシミュレーションすることで、どの部分の応力が材料の限界を超え、破損リスクとなるかを事前に特定できます。危険な箇所が分かれば、肉厚を増やす、リブの形状を変更する、あるいはコーナーのRを大きくして応力集中を緩和するといった対策をすぐに図面に反映できます。
また、設計段階で複数の設計案を用意し、それらを解析上で比較検討することで、過剰品質を防ぎつつ最も合理的な構造を導き出すことも可能です。試作の手戻りを劇的に減らすCAEの活用は、競争力のある製品開発に不可欠です。このシリーズでは、射出成形部品における構造解析の基本的な考え方と、解析結果を設計にどう落とし込むかというプロセスについて解説しています。
6. トポロジー最適化シリーズ
構造解析がさらに一歩進化した最先端の設計手法として注目を集めているのが「トポロジー最適化」です。これは、設計者が指定した荷重条件や拘束条件、そして「これだけは確保したい」という目標剛性などの条件をもとに、解析ソフトウェアが自動的に最適な材料の配置を計算し、提案してくれる技術です。
トポロジー最適化を活用すれば、「必要な強度は維持したまま、限界まで軽量化(材料削減)を図る」といった、人間の経験や固定観念からは生まれにくい、骨格のような斬新で合理的な構造を導き出すことができます。自動車や航空宇宙分野での部品軽量化から普及が始まり、現在では幅広い製品設計に応用されています。
しかし、射出成形部品にトポロジー最適化を適用する場合には特有のハードルが存在します。ソフトウェアが導き出した有機的な形状をそのまま採用すると、金型から抜けない「アンダーカット形状」になってしまったり、肉厚が不均一で成形不良の温床になったりするからです。そのため、最適化の結果を射出成形の制約に合わせてモデリングし直す技術が必要になります。
当サイトでは、トポロジー最適化の基本的なメカニズムと、それを射出成形部品の設計にどう実用的に応用していくのかについて解説しています。
【トポロジー最適化シリーズ】
7. 関連カテゴリへの導線
射出成形部品の設計・解析をより深く理解し、実践に活かすためには、製品形状だけを見ていては不十分です。本カテゴリの各コラムとあわせて、以下の関連カテゴリも併せて参照することで、射出成形の全体像を体系的に捉えることができます。
- 材料 https://injection-fuchu.com/injection_molding/materials/
樹脂材料の種類や力学特性、熱特性、そして課題解決に向けた材料選定の考え方について解説しています。設計・解析の精度は、正しい材料特性の理解から始まります。
- 金型 https://injection-fuchu.com/injection_molding/mold-design/
射出成形金型の構造や設計の基本、冷却やゲートの仕組みについて解説しています。製品設計が金型構造にどう影響を与えるかを知るための重要なカテゴリです。
- 成形不良 https://injection-fuchu.com/injection_molding/molding-defects/
ヒケ、反り、ウェルドライン、ショートショットなど、射出成形で発生する代表的な不良のメカニズムと対策を解説しています。設計上の不備がどのような現象として現れるのかを学べます。
まとめ
射出成形部品の品質、コスト、そして長期的な信頼性は、金型起工前の「設計段階での判断」によってその大半が決定づけられます。プラスチックという材料の複雑な振る舞いや、射出成形という特異な製造プロセスを考慮せずに描かれた図面は、量産現場に多大な負荷をかけ、最終的な製品価値を損なう結果を招きます。
裏を返せば、構造設計、熱設計、公差設計といった各種の設計セオリーを正しく理解し、必要に応じて構造解析やトポロジー最適化などのCAE技術を駆使して「論理的な裏付けのある設計」を行うことができれば、成形不良の未然防止や飛躍的な製品性能の向上、そして大幅なコストダウンを実現することが可能です。
本カテゴリでは、射出成形部品の設計・解析に関する実務的な知識とノウハウを、体系的なシリーズとして多数公開しています。金属部品の設計から樹脂部品への転換に戸惑っている方、あるいは度重なる成形トラブルに悩まされている設計者の方にとって、勘と経験に頼る設計から脱却するための羅針盤となるはずです。
各テーマの詳細については、ぜひ各シリーズの関連コラムを順を追ってご覧いただき、日々のより良い製品開発にお役立てください。
-

【旭化成×府中プラ】トポロジー最適化で「理想の形状」を「作れる形状」へ
- その他
-

成形不良・コスト高を未然に防ぐ!設計段階から始める“相談型見積”のすすめ
- その他
-

高寸法部品のソリ対策ガイド ─ PPS/MXD6/半芳香族PA/変性PPEを活かした設計・金型・成形条件の最適化
- 材料
- その他
-
高寸法部品の“低ソリ設計”入門 ─ PPS/MXD6/半芳香族PA/変性PPEの使い分け
- 材料
- その他
-

インサート成形で実現する設計革新(後編):メリットを最大化する設計ノウハウ
- 加工
-

インサート成形で実現する設計革新(前編): 製品価値を高める5大メリット
- 加工
-

PPSではどこまで対応できる?PEEKが必要になる条件を設計者視点で線引きする
- 材料
- その他
-

透明ナイロンの用途大全 - 医療・光学・精密機器 業界別の用途例と設計ポイント
- 材料
- その他
-
透明ナイロン(非晶性ポリアミド)が割れにくい理由 - 応力割れ・白化を防ぐ設計指針
- 材料
- その他
-
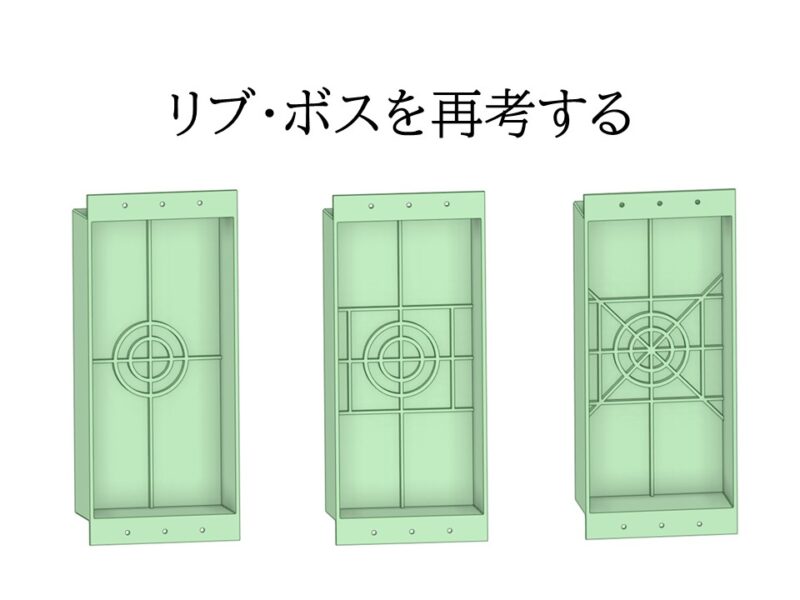
リブ・ボス設計を再考する - 筐体・ハウジングにおける剛性と成形性の最適バランス
- その他
-
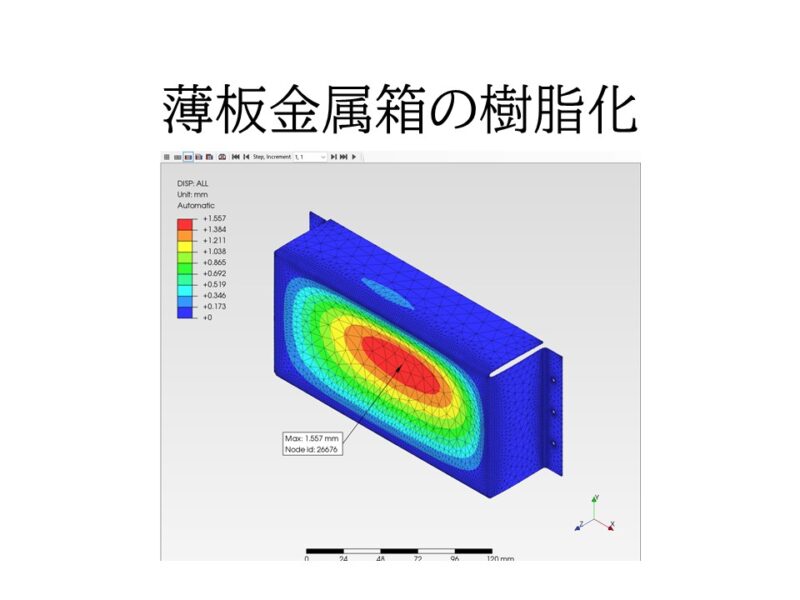
薄板金属箱の樹脂化とCAE活用
- その他
-
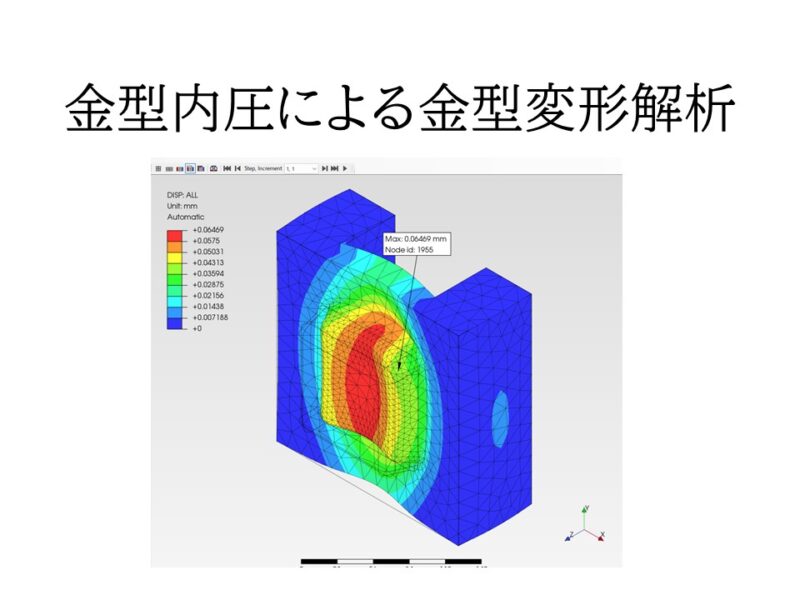
金型内圧による金型変形解析と設計初期CAEの重要性
- その他
-
射出成形摺動部品設計の『5大要素』─設計者が現場で押さえる摺動基礎
- 材料
- その他
-

射出成形におけるPA12の活用 ─ 設計と成形の勘所
- 材料
-

トポロジー最適化とは?意味・仕組み・解析手法を基礎から解説
- その他
-
構造解析の精度はどこまで高められる?流動解析との連携・温度依存性・異方性をふまえた実務テクニック
- その他
-
構造解析の結果はどう読む?応力分布・変形量から見る実践評価ガイド
- その他
-
プラスチック部品の構造解析・設計者のためのCAE準備・実行ガイド
- その他
-
構造解析って何をしているの?プラスチック部品におけるCAEの役割と基本プロセス
- その他
-
プラスチックの強度特性を正しく見極める!信頼性設計の第一歩はここから
- その他
-
ガラス転移点(Tg)を設計で活かす:安全マージン設定と用途別材料選びの実務指針
- 材料
- その他
-
ガラス転移点(Tg)を理解する:耐熱性・靭性・寸法安定性の設計指標とは ― HDTとの違いを押さえて、Tgを正しく活かす材料選定・設計判断の基礎 ―
- 材料
- その他
-
射出成形で公差を実現するために:材料・金型・設計で整える精度管理の実践
- その他
-
射出成形品の寸法はなぜバラつくのか?:金属加工とは異なる公差設計の視点
- その他
-
射出成形における公差の基礎知識:寸法・幾何・一般公差を体系的に理解する
- その他
-
射出成形におけるボス・リブ設計 失敗しないための3つの原則
- 金型
-

射出成形部品の環境信頼性設計 - 熱衝撃・湿熱・UV劣化に強い構造設計の考え方
- その他
-
射出成形部品の放熱・断熱設計 - 温度分布を最適化する熱マネジメント構造設計の実践
- その他
-
射出成形部品の熱応力疲労対策 - クラック・界面剥離を防ぐ樹脂構造設計の実践ガイド
- その他
-

射出成形部品の熱変形と寸法安定性を制御する設計手法 - 温度変化に強い構造設計
- その他