射出成形におけるジェッティングの原因と対策

ジェッティングは、射出成形において成形品の表面に生じる蛇のような模様や波状の不良を指します。これは、溶融した樹脂が狭いゲートやノズルから広いキャビティに流入する際に、高速で流動し、モールド壁に即座に接着しないことで発生します。この結果、樹脂は「ジェット」状に流れ込み、キャビティ内で冷却・固化する前に他の部分と接触しないため、表面に波状の模様が残ります。
ジェッティングは一見すると「射出速度が速すぎた結果」と捉えられがちですが、実際には流動初期のメルトフロント挙動、金型表面との接触状態、温度バランスが複合的に影響して発生します。そのため、単純に速度を落とすだけでは、ウェルドラインやショートショットといった別の不具合を誘発することも少なくありません。
ジェッティングは、成形品の外観だけでなく、強度や機能性にも影響を与える可能性があります。特に、ジェッティングが発生すると、成形品の表面が不均一になり、蛇のような模様や波状の線が見られることがあります。
実務でジェッティングを切り分ける際は、まず「射出初期の流速が過剰になっていないか」を起点に、次に「樹脂と金型の温度差」、最後に「ゲート・流路構造が流れを制御できているか」という順で確認すると、対策の方向性を見誤りにくくなります。
ジェッティングの発生原因
ジェッティングの発生原因は、大きく分けて成形条件、金型設計、材料特性の3つの要因に分類されます。それぞれの要因について詳しく解説します。
成形条件に起因する要因
高速の射出速度
高速の射出速度はジェッティングの主な原因の一つです。高速で流動する溶融樹脂は、モールド壁に接着せずにキャビティ内を飛び散り、ジェッティングを引き起こします。最適な射出速度は、成形品の形状や材料に応じて調整されます。一般的に、射出速度を低下させることでジェッティングを防ぐことができ、多段速制御も効果的です。
例)1速目(ランナー部)速く⇒2速目(ゲート付近~ジェッティングの発生していたポイント)遅く⇒3速目(ジェッティングの発生していたポイント以降)速く など。
全体的に遅くするとメルトフロント(型内に先に流れ込んだ溶融樹脂)の影響によりウェルドやショート、その他不具合の発生を促す場合があるので適切な設定が望まれます。
極端な溶融/モールド温度差
溶融樹脂とモールドの温度差が大きいと、溶融樹脂がモールド壁に接触して早期に固化し、ジェッティングが発生します。最適な温度差は、樹脂が均一に流動できる範囲内で調整されます。
不適切な充填速度や保圧圧力
充填速度や保圧圧力が不適切だと、樹脂が均一に充填されず、ジェッティングが発生します。最適な充填速度と保圧圧力は、成形品の形状や材料に応じて設定されます。
金型設計に起因する要因
小さなノズル/ランナー開口
ノズルやランナーが小さすぎると、溶融樹脂の流れが制限され、高速で流動することでジェッティングが発生します。最適なゲートサイズは、樹脂がスムーズに流れるように設計されます。
不適切なゲート位置
ゲートの位置が不適切だと、溶融樹脂がモールド壁に即座に接着せず、ジェッティングが生じやすくなります。最適なゲート位置は、樹脂が均一に流れるように設計されます。
不適切なゲート角度
ゲートの角度が不適切だと、溶融樹脂が強制的にキャビティ内に流入し、ジェッティングが発生します。最適なゲート角度は、樹脂がスムーズに流れるように設定されます。
急激な壁厚変化
壁厚の変化が急激だと、溶融樹脂の流れが乱れ、ジェッティングが発生します。最適な壁厚変化は、樹脂が均一に流れるように設計されます。
不十分な排気
排気が不十分だと、キャビティ内に空気が閉じ込められ、ジェッティングが発生します。最適な排気設計は、空気がスムーズに逃げるように設定されます。
材料特性に起因する要因
不適切な溶融流動率
溶融流動率が高すぎるとジェッティングが発生しやすくなり、低すぎると充填不良が生じます。最適な溶融流動率は、成形品の形状や材料に応じて選択されます。
空気の混入
溶融樹脂中に空気が混入すると、ジェッティングが発生します。最適な材料選定は、空気の混入を防ぐために重要です。
ジェッティングは「速すぎる流動」だけで説明できる単純な不良ではなく、流動初期のメルトフロント挙動、温度バランス、金型表面との接触状態などが複雑に絡み合って発生します。
なぜジェッティングが発生するのか?射出成形における糸状模様の原因を徹底解説
では、射出初期に起こる樹脂の蛇行現象を起点に、成形条件・金型・材料・設計の各視点から発生メカニズムを体系的に整理しています。
ジェッティングの発生を防止する対策
ジェッティングを防止するためには、成形条件の最適化、金型設計の改善、材料選定の工夫が重要です。
成形条件の最適化
射出速度の調整
射出速度を低下させることでジェッティングを防ぎます。特に、ゲートを通過する際の速度を低下させることで効果的です。
溶融/モールド温度の調整
溶融樹脂とモールドの温度差を最適化し、樹脂が均一に流動できるようにします。溶融樹脂の温度を上げることで粘度を低下させ、モールド温度を上げることで冷却速度を遅くすることができます。
充填速度と保圧圧力の調整
充填速度と保圧圧力を適切に設定し、均一な充填を実現します。充填速度を遅くし、保圧圧力を適正に設定することでジェッティングを防ぎます。
金型設計の改善
ゲート設計の最適化
ゲートの位置やサイズを適切に設定し、溶融樹脂がスムーズに流れるようにします。ファンゲートやエッジゲートを使用することでジェッティングを防ぎます。
ゲート角度の調整
ゲートの角度を調整し、溶融樹脂が強制的にキャビティ内に流入しないようにします。
壁厚変化の緩和
壁厚の変化を緩和し、溶融樹脂の流れをスムーズにすることでジェッティングを防ぎます。
排気システムの改善
排気システムを改善し、空気がスムーズに逃げるようにします。
材料選定の工夫
溶融流動率の適正化
溶融流動率が適切な材料を選び、ジェッティングを防ぎます。高流動性の材料はジェッティングを引き起こしやすいため、適切な流動性を持つ材料を選択します。
空気の除去
溶融樹脂中に空気が混入しないようにし、ジェッティングを防ぎます。メルトフィルターや脱気装置を使用することで空気を除去できます。
ジェッティング対策では、まず成形条件による即効性のある改善を試みつつ、再発する場合にはゲート設計や流路構成といった構造的な対策が不可欠になります。
射出成形 ジェッティング対策ガイド ─ 成形条件・金型・材料から考える改善手順
では、射出速度プロファイルの最適化からゲート位置・径の見直し、材料特性の調整まで、現場で実行可能な改善手順を段階的に整理しています。
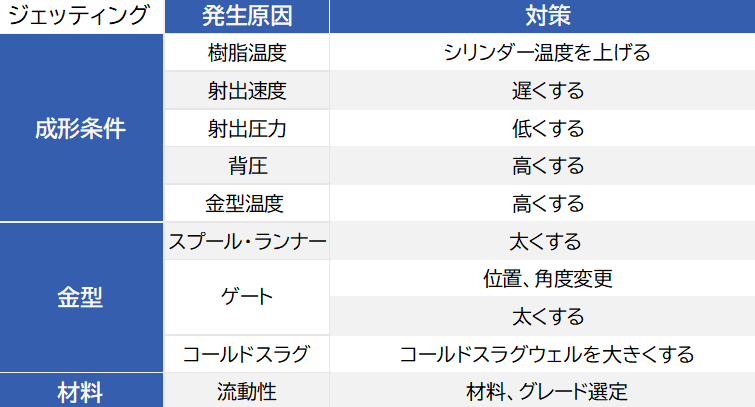
ジェッティング対策表
まとめ
射出成形におけるジェッティングは、成形品の品質に大きな影響を与える不良の一つです。ジェッティングの発生原因を正確に把握し、成形条件、金型設計、材料特性の各要素に対する対策を講じることで、ジェッティングの発生を効果的に防止できます。当社では、長年の経験と高度な成形技術を活かし、ジェッティングのない高品質な成形品を提供します。


関連コラム
