射出成形におけるシルバーストリークの原因と対策

シルバーストリークは、射出成形において成形品の表面に生じる銀色の線状模様を指します。これは「銀条」とも呼ばれ、成形過程で樹脂内に含まれるガスや水分が熱分解し、気泡を形成することで発生します。この現象は、成形品の外観を損ねるだけでなく、製品の機能に支障をきたす恐れがあります。
シルバーストリークの発生は、成形条件や材料特性、金型設計など複数の要因によって引き起こされることがあります。特に、材料の乾燥不足や成形機のシリンダー内の脱気不良が原因となることが多くなっています。シルバーストリークは「材料の乾燥不足」と一括りにされがちですが、実際にはガスの発生源と閉じ込め方が複合的に絡み合っています。現場対応では、まず“どこでガスが生まれ、どこで逃げ場を失っているか”を整理することが、対策の近道になります。
シルバーストリークの発生要因は一見すると材料不良や乾燥不足に見えますが、その背景には樹脂中の揮発成分、ガスの挙動、フローフロントの不安定化といった共通した物理現象があります。
シルバーストリークとは?発生メカニズムと3大要因から見る基礎理解
では、これらの現象を成形プロセスの流れに沿って体系的に解説しています。
実務では、3大要因を同時に疑うのではなく、
① ガス発生源(乾燥・熱分解・空気巻き込み)
② ガスの逃げ場(ベント・流路・合流部)
③ 表面への現れ方(位置・方向・連続性)
の順で整理すると、場当たり的な条件調整を避けることができます。
また、実務の現場では、シルバーストリークが単独で発生するのではなく、ガス焼けやショートショットと同時に現れるケースも少なくありません。このような場合、材料や成形条件だけに着目した対策では改善せず、問題が複雑化することがあります。
これら複数の不良がなぜ同時に発生するのか、その背景にある共通要因を「ベント不良(ガス排出不全)」という視点から整理したコラムが、
「シルバー・ガス焼け・ショートはなぜ同時に発生するのか?」 です。
シルバーストリークを“単独不良”としてではなく、成形プロセス全体のガス挙動の問題として捉え直したい場合は、併せて参照してください。
シルバーストリークの発生原因
シルバーストリークの発生原因は、大きく分けて成形条件、金型設計、材料特性の3つの要因に分類されます。それぞれの要因について詳しく解説します。
成形条件に起因する要因
過熱による熱分解
樹脂が過熱すると熱分解し、ガスが発生します。このガスが成形品の表面にシルバーストリークとして現れます。特に、バレル温度が高すぎるとこの現象が顕著です。
不適切な射出速度と圧力
射出速度が速すぎると、樹脂が摩擦熱によって熱分解し、シルバーストリークが発生します。
圧力が低すぎると充填不良が生じ、シルバーストリークの原因になります。
不十分な保圧時間
保圧時間が短いと、樹脂が完全に充填されず、シルバーストリークが発生します。
計量時の不適切な設定
計量時の背圧(バックプレッシャー)が低すぎると密度が低くなり、ガスを巻き込んだ溶融樹脂として射出され発生します。また、計量後のスクリュー後退動作であるサックバック(デコンプレッション、リトラクション)の過剰な設定はガスを多く含み誘発させます。
シルバーストリークは材料特性だけでなく、射出速度、樹脂温度、背圧、計量条件といった日常的に調整される成形条件によって顕在化するケースも多く見られます。
シルバーストリークを成形条件から防ぐ!温度・圧力・計量設定の最適化ガイド
では、成形条件がシルバーストリークに与える影響と、その整理の考え方を体系的に解説しています。
金型設計に起因する要因
不適切なゲート設計
ゲートが小さすぎると、樹脂の流れが制限され、摩擦熱によって熱分解が進み、シルバーストリークが発生します。
不均一な冷却
金型内の冷却が不均一だと、一部のエリアで過熱が生じ、シルバーストリークが発生します。
不十分な排気
排気が不十分だと、成形過程でガスが閉じ込められ、シルバーストリークが発生します。ガスベントの設計が不十分だと、ガスが適切に排出されず、シルバーストリークが発生します。成形条件を調整しても改善しない場合、シルバーストリークの原因はガスベント構造やゲート設計、冷却バランスといった金型設計そのものに起因していることがあります。
金型設計が引き起こすシルバーストリーク:ベント構造・ゲート設計の落とし穴
では、金型設計の観点から見落とされやすい発生要因を体系的に解説しています。
材料特性に起因する要因
不完全な乾燥
材料が完全に乾燥されていないと、成形過程で水分が蒸発し、シルバーストリークが発生します。特に、吸湿性の高い材料は注意が必要です。
再生材の使用
再生材を多く使用すると、熱分解が進みやすく、シルバーストリークが発生します。
シルバーストリークの発生を防止する対策
シルバーストリークを防止するためには、成形条件の最適化、金型設計の改善、材料管理などの複合的なアプローチが必要です。
成形条件の最適化
バレル温度の調整
バレル温度を適切に設定し、過熱を防ぎます。特に、樹脂の種類に応じて温度を調整することが重要です。また、成形機のサイズに対し小さな製品で射出体積が小さな時などは滞留時間が長くなるなど、また、バレル後方まで高温設定にすると熱履歴が蓄積し発生しやすくなるため、適切な設定が望まれます。
射出速度と圧力の調整
射出速度を遅くするなど適切に調整し、摩擦熱による熱分解を防ぎます。また、圧力を適正に設定し、充填不良を防ぎます。制御方式によりますが、基本的に射出圧設定を下げることで過剰な射出速度を抑えることになります。
保圧時間の延長
保圧時間を適切に延長し、樹脂が完全に充填されるようにします。一般的に、保圧時間を現在の設定から数秒ずつ延長し様子を見ながら調整します。
計量時の不適切な設定
計量時の背圧(バックプレッシャー)を適切に調整し、溶融樹脂の密度を高めて気泡(ガス)の混入を抑制します。同時に、サックバック(デコンプレッション、リトラクション)を最適化し、次ショットへの影響を最小限に抑えつつ、ドローリングが発生しない程度に設定します。
金型設計の改善
ゲート設計の最適化
ゲートの位置やサイズを適切に設定し、樹脂の流れをスムーズにすることでシルバーストリークを防ぎます。
冷却系統の改善
温度が低すぎると樹脂が急冷され粘度が上昇し、流動過程で空気を巻き込んでシルバーストリークを発生させます。急冷を避けるため温度を上げ、金型内の冷却を均一にし、過熱を防ぎます。また、ウォーターチャンネルの設計を最適化することが重要です。
排気機構の改善
排気機構を改善し、成形過程でガスが閉じ込められないようにします。ガスベントの幅や数を適切に設計することで、ガス抜きを行うことができます。
材料選定の工夫
材料の十分な乾燥
材料を完全に乾燥し、成形過程での水分蒸発を防ぎます。特に、吸湿性の高い材料は樹脂メーカーが推奨する乾燥時間を確実に守って乾燥します。
また、真空密封から解放された状態で長時間吸湿したPA(ポリアミド)は他の材料より乾燥時間が多くかかる場合があるので注意が必要です。除湿乾燥機で12時間以上必要になる場合もあります。
材料の選定
再生材の使用比率など見直します。再生材は熱分解が進みやすいため、シルバーストリークのリスクが高まります。
シルバーストリーク対策表
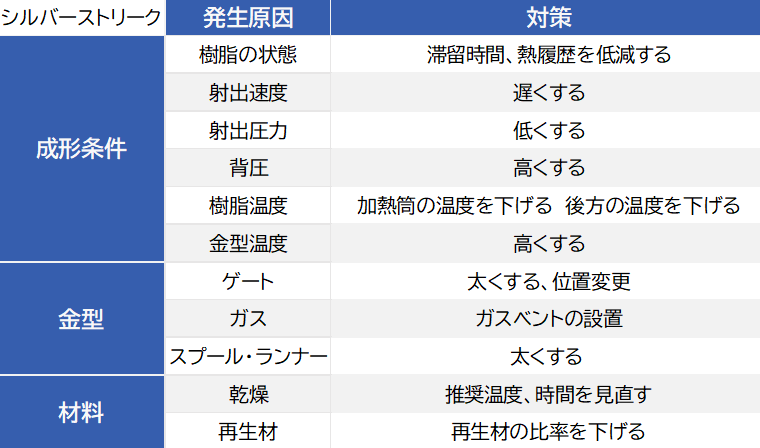
実際の成形現場では、単一の条件変更ではなく、温度・速度・背圧といった複数パラメータを組み合わせて最適化していく必要があります。
成形条件の最適化で防ぐ!温度・速度・背圧の調整と実務ノウハウ
では、再現性のある調整手順と考え方を実務視点で体系的に解説しています。
まとめ
射出成形におけるシルバーストリークは、成形品の品質に大きな影響を与える不良の一つです。シルバーストリークの発生原因を正確に把握し、成形条件、金型設計、材料特性の各要素に対する対策を講じることで、シルバーストリークの発生を効果的に防止できます。当社では、長年の経験と高度な成形技術を活かし、高品質な成形品を提供します。


関連コラム
