金型
金型(射出成形金型の構造と設計の基本)
射出成形において金型は、プラスチック製品の形状を形成するだけでなく、寸法精度、外観品質、生産性、製造コストを左右する極めて重要な要素です。同じ材料や成形機を使用しても、金型設計や構造によって成形品の品質や量産の安定性は大きく変化します。本カテゴリでは、射出成形金型の基本構造や設計の考え方、製品設計との関係を体系的に整理し、射出成形部品の設計・開発に役立つ知識を解説します。
1. 金型構造を理解する重要性
射出成形金型は、単にドロドロに溶けた樹脂を流し込んで固めるための「単なる金属の器」や「工具」ではありません。何万、何十万回という量産サイクルの中で、数十〜数百メガパスカルという超高圧に耐えながら、瞬時に樹脂を充填し、急速に冷却して取り出すというプロセスを全自動で繰り返す、極めて精密な「熱交換システム」であり「自動化機械」でもあります。
そのため、金型の構造設計は、製品の成り立ちに対して以下のような致命的な要素に直接影響を及ぼします。
- 成形品の寸法精度:金型の剛性が不足していれば、射出圧力によって金型自体がわずかに変形(パーティングラインの開きなど)を起こし、寸法がばらつきます。
- 外観品質:ゲートの位置やサイズが不適切であれば、表面にフローマーク(波紋状の模様)やウェルドラインが目立つようになります。
- 成形サイクルと製造コスト:冷却効率の高い金型構造にすることで、樹脂が固まるまでの時間(冷却時間)を短縮でき、1個あたりの製造コストを劇的に下げることができます。
- 成形不良の発生:金型内部のガス抜き(ベント)が不十分だと、ショートショットやヤケといったトラブルが頻発します。
- 金型寿命:適切な鋼材の選定や、摩耗しやすい可動部のメンテナンス性を考慮した構造にしなければ、量産途中で金型が破損し、生産ラインがストップするリスクが生じます。
当社では、長年にわたり技術サポートや数多くの金型立ち上げ現場に携わってきましたが、量産開始後に発生する品質トラブルの多くは「金型構造の無理」に起因しています。金型完成後に構造を大幅に変更することは、多大なコストと納期の遅延を招きます。したがって、製品設計の初期段階から金型の基本構造を理解し、金型設計者と共通言語で対話できるスキルを持つことが、プロジェクトを成功に導く最大の鍵となります。
金型の基本構造とその役割の全体像については、以下のコラムで詳しく解説しています。
【金型構造の基本】
これだけは押さえる!金型の基本構造と品質への影響
2. 射出成形金型の基本構成
射出成形金型は、数十から数百点にも及ぶ多様な精密部品から構成されていますが、製品の形状や大きさが異なっても、基本的な構成要素とその役割は共通しています。金型内で樹脂がどのように流れ、どのように取り出されるのかをイメージするために、以下の主要な構成要素を理解しておく必要があります。
- キャビティ(固定側)とコア(可動側)
キャビティは製品の外観(表面)側の形状を作る凹型の部品であり、コアは製品の裏側(内面)の形状を作る凸型の部品です。成形機が閉じることでこの二つが合わさり、その隙間(空間)に樹脂が充填されます。
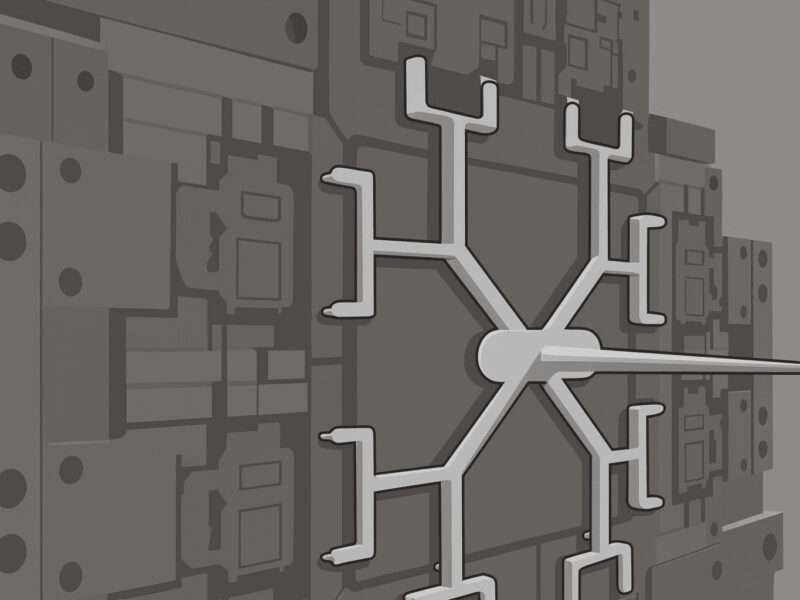
- スプルー・ランナー
成形機のノズルから射出された高温の樹脂を、製品部(キャビティ)まで導くための「樹脂の通り道」です。スプルーが主流路であり、そこから枝分かれする流路がランナーです。多数個取り(一度の成形で複数の製品を作る)の場合、各製品に均等に樹脂が届くようにランナーをバランスよく設計することが求められます。
- ゲート
ランナーから製品部へと樹脂が流れ込む「注入口」のことです。ゲートは非常に狭く設計されており、充填後に素早く冷却固化することで、樹脂の逆流を防ぐ役割(ゲートシール)を果たします。
- 冷却水路(温調回路)
金型内部に張り巡らされた水の通り道です。充填された高温の樹脂から熱を奪い、素早くかつ均一に固化させるための極めて重要な機能です。
- エジェクタ機構(突き出し機構)
冷却して固まった製品を、金型が開いた後にコア側から物理的に押し出して離型させるための機構です。エジェクタピンと呼ばれる細い棒で突き出すのが一般的ですが、製品を傷つけないよう均等に力をかける設計が必要です。
これらの要素が1ミリの狂いもなく連携し、「充填・保圧・冷却・離型」という一連のサイクルがスムーズに行われることで、初めて安定したプラスチック製品が生み出されます。
3. 金型設計と製品設計の関係
射出成形部品の設計において、「どのような形状の製品を作るか」と「どのような金型で成形するか」は表裏一体の関係にあります。「3D CAD上で綺麗なモデルが描けた」としても、それがそのまま射出成形で量産できるとは限りません。製品設計者が金型構造を考慮せずに設計を進めると、後工程である金型設計の難易度が跳ね上がり、結果的に金型費用の高騰や品質不良を招くことになります。
代表的な設計ポイントとして、以下のような要素が金型構造と深く関係しています。
- 肉厚設計(均一肉厚の原則)
プラスチックは冷却される際に必ず収縮します。肉厚が極端に厚い部分や、急激に肉厚が変化する部分があると、収縮のタイミングや量に差が生じ、内部応力が発生します。これが成形後の「ヒケ(表面の凹み)」や「ソリ(変形)」の根本原因となります。
- 抜き勾配(テーパー)
金型から製品をスムーズに引き抜くためには、抜き方向に対して適切な傾斜(勾配)を設ける必要があります。抜き勾配がゼロ、あるいは不足していると、製品が金型に張り付いて離型不良を起こし、突き出し時に白化や破損が生じます。
- リブ設計・ボス設計
製品の強度を補強するためのリブ(突起状の壁)や、ネジ止めのためのボス(円筒状の突起)は不可欠ですが、これらを無闇に太くすると、その根元の肉厚が増加してしまい、表面にヒケが発生します。
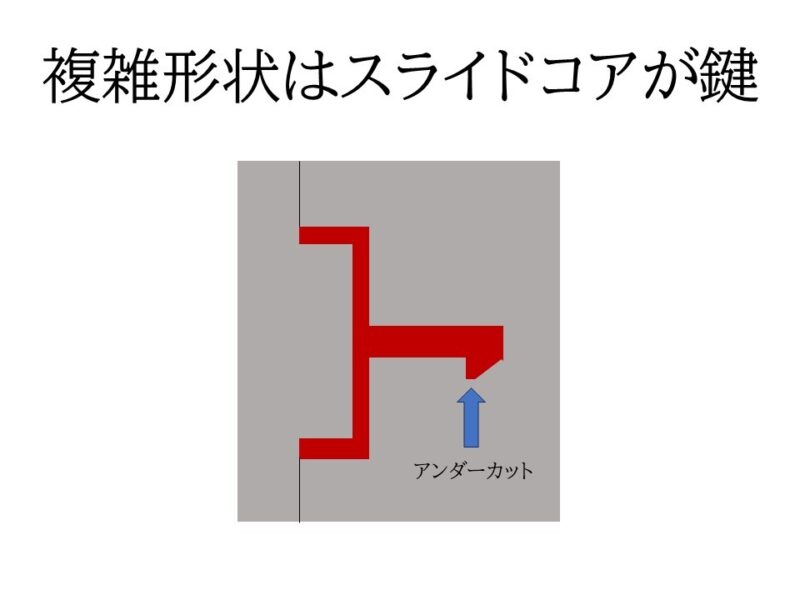
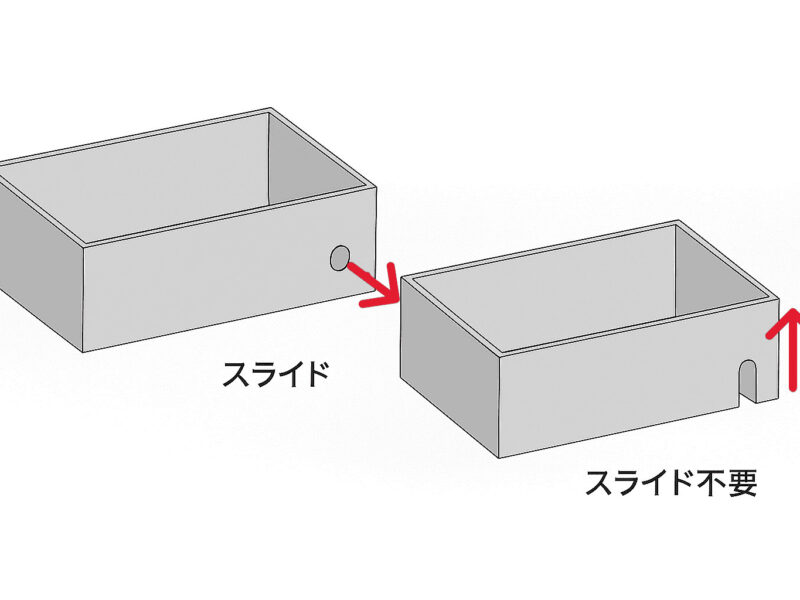
- アンダーカット形状
金型が単純に開く方向(型開閉方向)だけでは取り出せない、横穴や内側の突起などの形状を「アンダーカット」と呼びます。アンダーカットを成形するには、スライドコアや傾斜ピンといった特殊な可動機構を金型に組み込む必要があり、金型のサイズが大きくなり、コストも劇的に跳ね上がります。可能であれば、製品設計の工夫でアンダーカットを無くすことがコストダウンの定石です。
このように、製品設計の小さな判断が金型構造の複雑さや成形品質に直接影響を与えます。詳細については、以下のコラムで解説しています。
【肉厚設計と抜き勾配】
形状設計の落とし穴~肉厚と抜き勾配の鉄則~
【リブ・ボス・アンダーカット設計】
金型が泣く設計?リブ・ボス・アンダーカットの正解
4. 金型構造の実務ポイント
実際の金型設計の実務において、品質や生産性を左右する技術的なポイントは多岐にわたります。これらは金型設計者のノウハウに依存しがちですが、発注側(製品設計者や調達担当者)もその理屈を知っておくことで、的確なレビューやトラブル発生時の迅速な対応が可能になります。
- ゲート設計(方式と位置)
ゲートには、サイドゲート、ピンゲート、サブマリンゲートなど様々な種類があり、それぞれ樹脂の入り方やゲート跡(切断跡)の残り方が異なります。また、ゲートを製品のどこに配置するかで、樹脂の流動距離が決まり、ウェルドラインの発生位置や寸法精度が決定づけられます。
- ランナー設計
ランナーが細すぎると樹脂を押し込む際の圧力損失が大きくなり、充填不良のリスクが高まります。一方で、太すぎると製品にならない廃棄部分(ランナー材)が増え、材料コストの無駄につながります。材料の流動性と圧力損失のバランスを見極めた最適設計が求められます。
- 冷却回路の最適化
金型内の温度を均一に保つことは、ソリを防ぐために非常に重要です。しかし、製品形状が複雑になると、冷却水路を配置するスペースが制限され、局所的に熱がこもりやすくなります。効率的で均一な冷却回路をどうレイアウトするかが、量産性(サイクルタイム)と品質の鍵を握ります。
- パーティングライン(PL)
固定側と可動側の金型が合わさる分割線のことです。製品のどの位置にPLを持ってくるかによって、外観上の線の見え方や、バリが発生した際の影響度が変わります。
- 金型精度と剛性
金型を構成する鋼材の加工精度はもちろん重要ですが、射出時の高い圧力に負けない「剛性(たわみにくさ)」を持たせる設計も実務上極めて重要です。剛性が低いと、成形中に金型が口を開いてしまい、深刻なバリの原因となります。
これらの実務的な金型構造のポイントや、量産性を見据えた設計のディテールについては、以下のコラムを参照してください。
【金型構造の詳細】
ゲート・ランナー・温調系:金型内部のリアルを解剖
【金型製作工程】
これが金型づくりの舞台裏~種類と製作フロー徹底解説
5. 金型と成形不良の関係
射出成形で発生する品質トラブル(成形不良)の多くは、材料特性、製品設計、成形条件だけで解決できるものではありません。不良の根本原因を辿っていくと、実は「金型構造」の物理的な制約に行き着くケースが非常に多く存在します。現場の成形オペレーターがいくら機械の温度や圧力を調整しても直らない不良は、金型にメスを入れる必要があります。
金型設計が深く関係する代表的な成形不良には、次のようなものがあります。
- ヒケ:製品設計(肉厚ばらつき)だけでなく、金型の冷却能力の不足や、ゲートが小さすぎて十分な圧力が製品内部まで伝わらない(保圧が効かない)ことが原因で発生します。
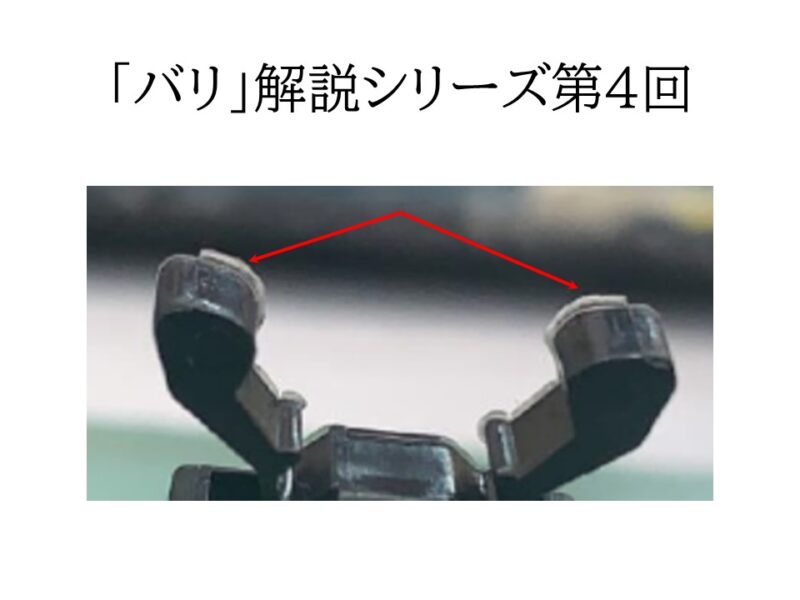
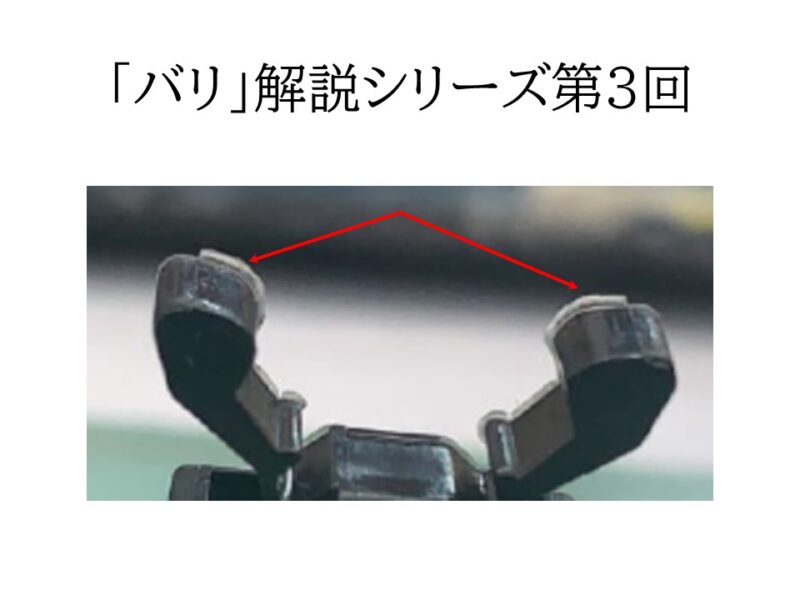
- バリ:金型のパーティングラインの加工精度不良や、金型の剛性不足による型開き、あるいは長期間の量産による金型表面の摩耗・へたりによって生じます。
- ショートショット:樹脂の流動性が悪いだけでなく、金型内の空気が逃げ場を失うこと(ガスベントの設計不良やメンテナンス不足)で、空気の壁が樹脂の充填を阻害して発生します。
- ソリ:キャビティ側とコア側の金型温度に大きな差がある(冷却回路のバランスが悪い)と、樹脂の収縮量に表裏で差が生じ、製品が大きく反り返ってしまいます。
当社がこれまで解決してきたトラブル事例においても、材料の熱挙動や流動解析に基づき、金型のゲート位置を変更したり、ガス抜き(ベント)を追加したりすることで、慢性的な不良を劇的に改善できたケースが数多くあります。金型と成形不良は切っても切れない関係にあるのです。
また、完璧に設計された金型であっても、量産を続けるうちに発生するガスヤニの付着やベントの詰まり、冷却水路のスケール(水垢)などが成形不良を引き起こします。金型は作って終わりではなく、定期的なメンテナンスを前提とした運用が不可欠です。
【金型メンテナンス】
金型汚染とその対策
6. 本カテゴリで扱う主な金型テーマ
本カテゴリでは、金型の全体像から詳細な設計ノウハウまで、読者の課題に応じた多様なテーマを扱っています。各要素の専門的な解説については、以下の関連コラム群をご活用ください。
- 【ゲート設計】
成形不良を防ぐゲート設計の基本と実践
- 【ランナー設計】
射出成形におけるランナー設計の基本と実務ポイント
- 【パーティングライン】
パーティングライン設計が射出成形品質を決める
- 【スライドコア】
複雑形状はスライドコアが鍵
- 【回転コア】
射出成形における回転コアの基礎知識
7. 関連カテゴリへの導線
射出成形金型は、独立して存在するものではなく、材料特性、製品設計、成形条件と密接に関係しています。
本カテゴリのコラムとあわせて、関連する材料、成形不良、加工などのカテゴリページを参照することで、射出成形部品の品質向上や量産性確保に向けた全体像をより体系的に理解することができます。
まとめ
射出成形金型は、単にドロドロのプラスチックに形を与えるだけの道具ではありません。製品の寸法精度、外観の美しさ、成形不良の有無、そして何よりも1個あたりの製造コストと量産安定性に絶大な影響を与える、射出成形プロセスにおける「心臓部」とも言える重要な要素です。
どんなに高性能な射出成形機を導入し、どんなに優れたスーパーエンプラを採用したとしても、その性能を受け止める金型の設計・構造が不適切であれば、期待する品質を得ることは絶対にできません。逆に言えば、製品設計の段階で金型の構造(抜き勾配、肉厚の均一化、アンダーカットの排除など)を正しく理解し、配慮した設計を行うことができれば、後工程でのトラブルを劇的に減らし、スムーズな量産立ち上げを実現することが可能になります。
本カテゴリでは、射出成形金型の基本構造や各部品の役割といった基礎知識から、ゲート・ランナー・冷却回路といった実務的な設計の考え方、そしてそれが製品設計や成形不良とどう結びついているのかを体系的に整理しています。金型の仕組みを深く理解することは、より高品質でコスト競争力のある製品を生み出すための最大の武器となります。各テーマの詳細については関連コラムを参照いただき、日々の設計・開発やトラブル解決のヒントとしてお役立てください。
-

金型更新は設計見直しのチャンス:材料と設計の最適化で、成形部品はもっと良くなる
- 金型
-

回転コアを活かした射出成形部品の設計と金型の実務ポイント
- 金型
-
射出成形における回転コアの基礎知識 ― 仕組み・種類・用途を徹底解説
- 金型
-
金型表面処理の基礎と種類 ~射出成形で品質・寿命・離型性を高める仕上げ技術~
- 金型
-

入れ子設計で差がつく射出成形:量産コストと品質を左右する金型の基本構造とは
- 金型
-
射出成形におけるランナー設計の基本と実務ポイント:材料ロス・品質・量産安定性を左右する“見えない流路”の設計基準
- 金型
-
複雑形状はスライドコアが鍵:金型構造の工夫とトラブル予防の考え方
- 金型
-

パーティングライン設計が射出成形品質を決める:設計工学と現場ノウハウで読み解くPL最適化のすべて
- 金型
-

ホットランナーが量産現場を変える:材料ロス削減・サイクル短縮・品質安定を実現する導入メリットとは?
- 金型
-
ホットランナーとは何か? 射出成形の基本構造とコスト・品質に関わる基礎知識
- 金型
-

安く見える金型が高くつく本当の理由:金型設計力の差が量産後のコストと品質を左右する
- 金型
-
その設計、コスト上がってませんか?射出成形における「抜き勾配」と「アンダーカット」処理の重要性
- 金型
-

射出成形部品の試作で失敗しない!簡易金型・量産型の使い分け実践ガイド
- 金型
- その他
-

射出成形部品設計者のための金型完全解説(第5回):これが金型づくりの舞台裏~種類と製作フロー徹底解説~
- 金型
-

射出成形部品設計者のための金型完全解説(第4回):ゲート・ランナー・温調系:金型内部のリアルを解剖
- 金型
-

射出成形部品設計者のための金型完全解説(第3回):金型が泣く設計?リブ・ボス・アンダーカットの正解
- 金型
-
射出成形部品設計者のための金型完全解説(第2回):形状設計の落とし穴~肉厚と抜き勾配の鉄則~
- 金型
-
射出成形部品設計者のための金型完全解説(第1回):これだけは押さえる!金型の基本構造と品質への影響
- 金型
-
ゲート配置と応力経路 ― 成形流動を味方につける設計思考
- その他
-
PL、入れ子、ピン接合部のバリ対策 金型合わせ部の“使い分け”設計術
- 成形不良
- 金型
-
なぜ高精度金型でもバリが出るのか?成形時に生じる“型合わせの不整合”とその要因
- 成形不良
- 金型
-
製品開発担当者必見 簡易金型のご案内
- 金型
-
金型汚染とその対策
- 金型